Параметры цикла – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (34049x-08) Cycle programming
Страница 179
HEIDENHAIN iTNC 530
179
5.7
КР
УГ
ЛЫЙ
ОС
Т
ОВ
(
цик
л
257, DIN/ISO:
G257)
Параметры цикла
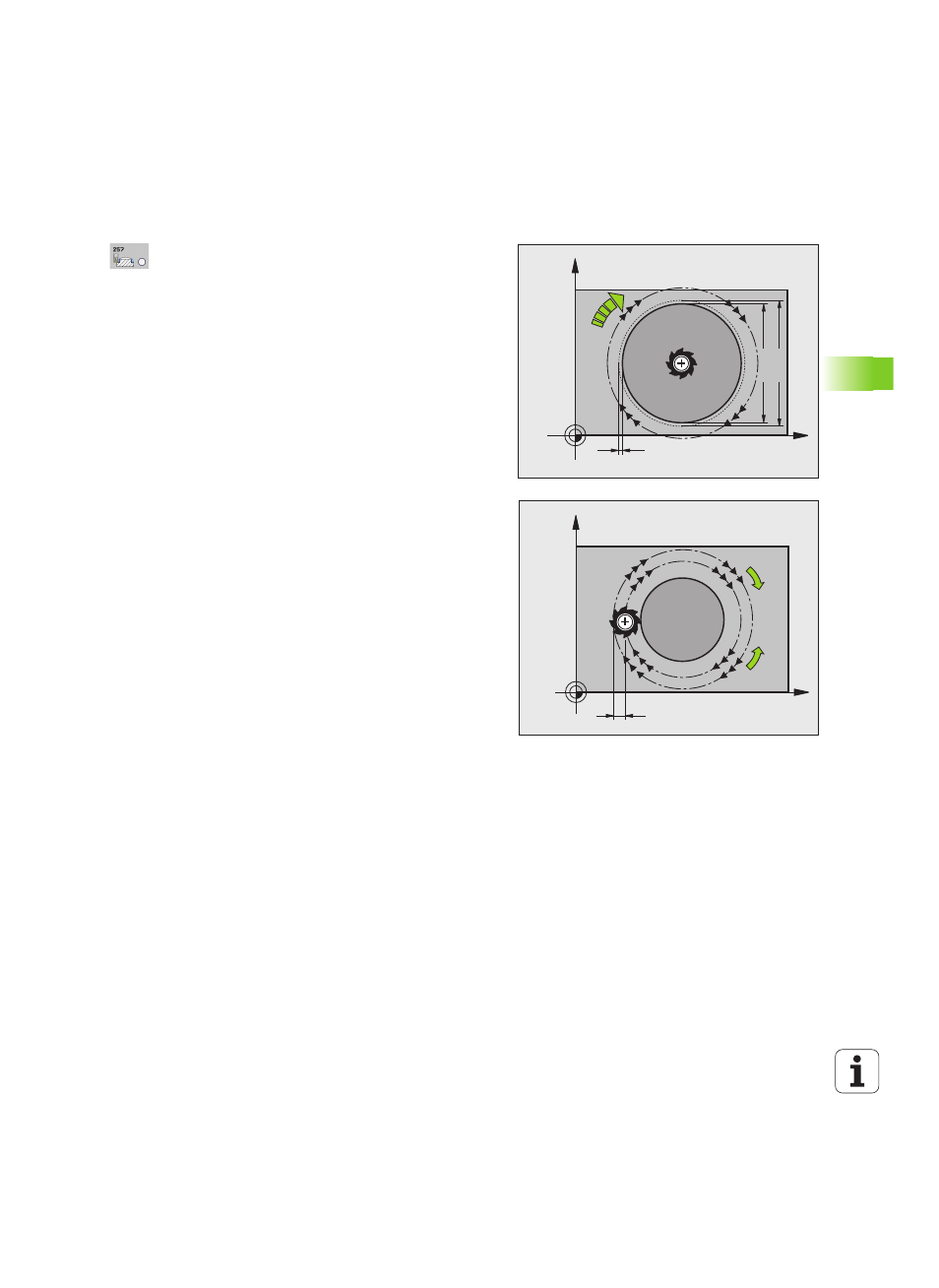
Диаметр готовой детали Q223: диаметр полностью
обработанного острова. Диапазон ввода от 0 до
99999,9999
Диаметр заготовки Q222: диаметр заготовки.
Введите диаметр заготовки больше диаметра
готовой детали. ЧПУ выполняет несколько
врезаний сбоку, если разница между диаметром
заготовки и диаметром готовой детали больше
допустимого врезания со стороны (радиус
инструмента умножить на перекрытие траектории
Q370). ЧПУ всегда рассчитывает постоянное
врезание сбоку. Диапазон ввода от 0 до
99999,9999
Припуск на чистовую обработку стороны Q368
(в инкрементах): припуск на чистовую обработку в
плоскости обработки. Диапазон ввода от 0 до
99999,9999
Подача фрезерования Q207: скорость
передвижения инструмента при фрезеровании в
мм/мин. Диапазон ввода от 0 до 99999,999 либо
через FAUTO, FU, FZ
Вид фрезерования Q351: вид обработки
фрезерованием при M3:
+1 = попутное фрезерование
–1 = фрезерование встречное
или через PREDEF
X
Y
Q223
Q207
Q222
Q368
X
Y
k
Q351= +1
Q351= 1