Параметры цикла – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (34049x-08) Cycle programming
Страница 334
334
Циклы: специальные функции
12.7
ТО
Ч
Е
Н
И
Е
С
ИНТЕРПО
ЛЯЦИЕЙ
(
опция
ПО
,
цик
л
290, DIN/ISO:
G290)
Параметры цикла
Безопасное расстояние Q200 (в инкрементах):
Длина продления заданного контура при подводе
и отводе. Диапазон ввода от 0 до 99999,9999 или
через PREDEF
Безопасная высота Q445 (абсолютная):
абсолютная высота, на которой невозможно
столкновение инструмента с заготовкой; позиция,
на которую возвращается инструмент в конце
цикла. Диапазон ввода от -99999,9999 до
99999,9999
Угол ориентации шпинделя Q336 (абсолютное
значение): угол, по которому выравнивается
режущая кромка на 0°-позиции шпинделя.
Диапазон ввода от -360,0000 до 360,0000
Скорость реза [м/мин] Q440: скорость реза
инструмента в м/мин. Диапазон ввода от 0 до
99,999
Врезание за оборот [мм/об] Q441: подача, которую
выполняет инструмент за оборот. Диапазон ввода
от 0 до 99,999
Начальный угол на плоскости XY Q442: начальный
угол на плоскости XY. Диапазон ввода от 0 до
359,999
Направление обработки (-1/+1) Q443:
Обработка по часовой стрелке: введите = -1
Обработка против часовой стрелки: введите = +1
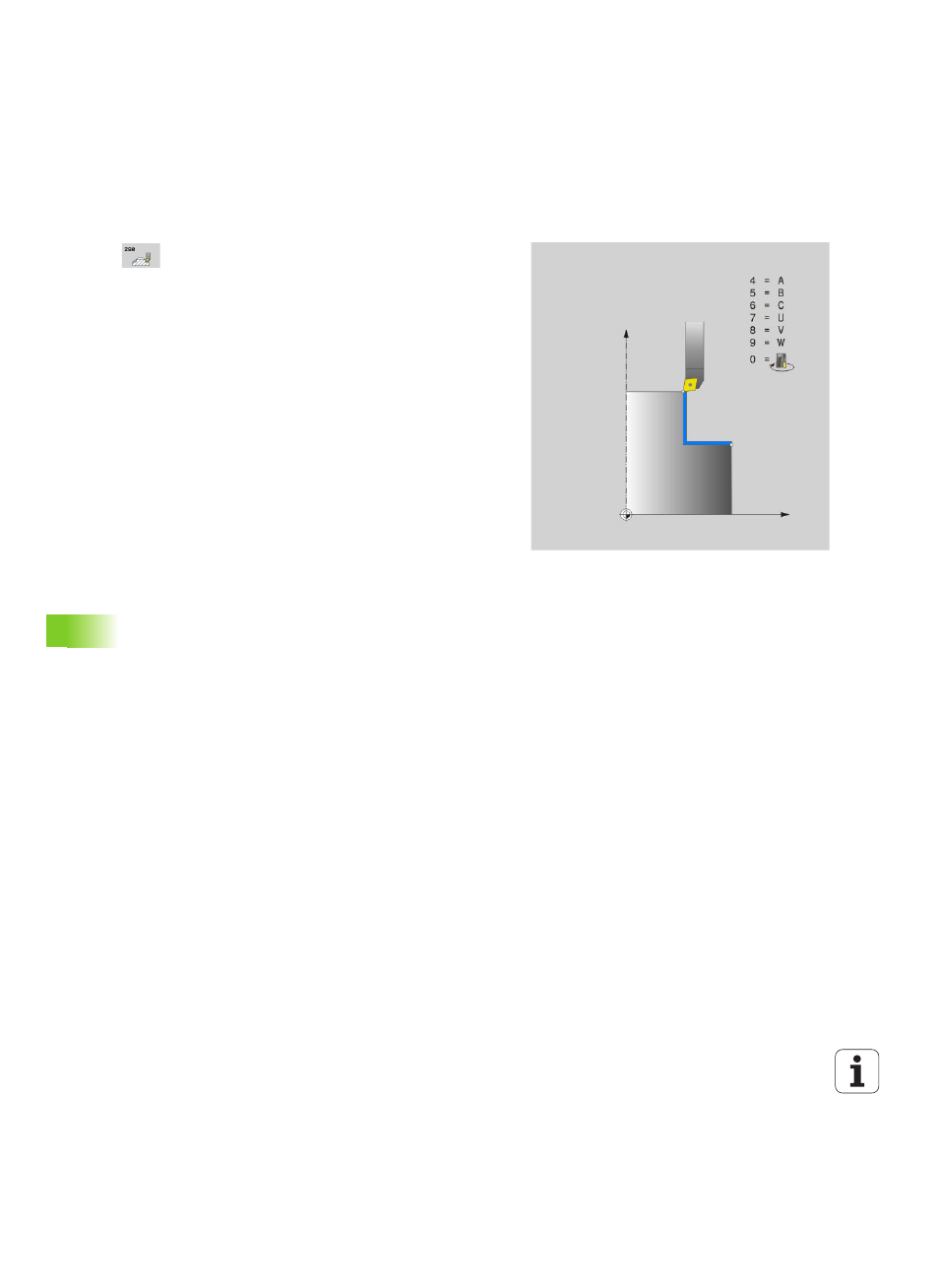
Интерполируемая ось (4...9) Q444: обозначение
интерполируемой оси.
Ось A является интерполируемой: введите = 4
Ось В является интерполируемой: введите = 5
Ось С является интерполируемой: введите = 6
Ось U является интерполируемой: введите = 7
Ось V является интерполируемой: введите = 8
Ось W является интерполируемой: введите = 9
Фрезерование контура: введите = 0