Инструкция по эксплуатации HEIDENHAIN iTNC 530 (34049x-08) Cycle programming
Страница 336
336
Циклы: специальные функции
12.7
ТО
Ч
Е
Н
И
Е
С
ИНТЕРПО
ЛЯЦИЕЙ
(
опция
ПО
,
цик
л
290, DIN/ISO:
G290)
Фрезерование контура
При вводе Q444=0 вы можете фрезеровать поверхности.
Используйте фрезу с одним радиусом режущей кромки (R2) для
этой обработки. Если плоскости имеют большие припуски, то, как
правило, легче выполнять их предварительную обработку с
помощью фрезерования, а не с помощью точения с
интерполяцией.
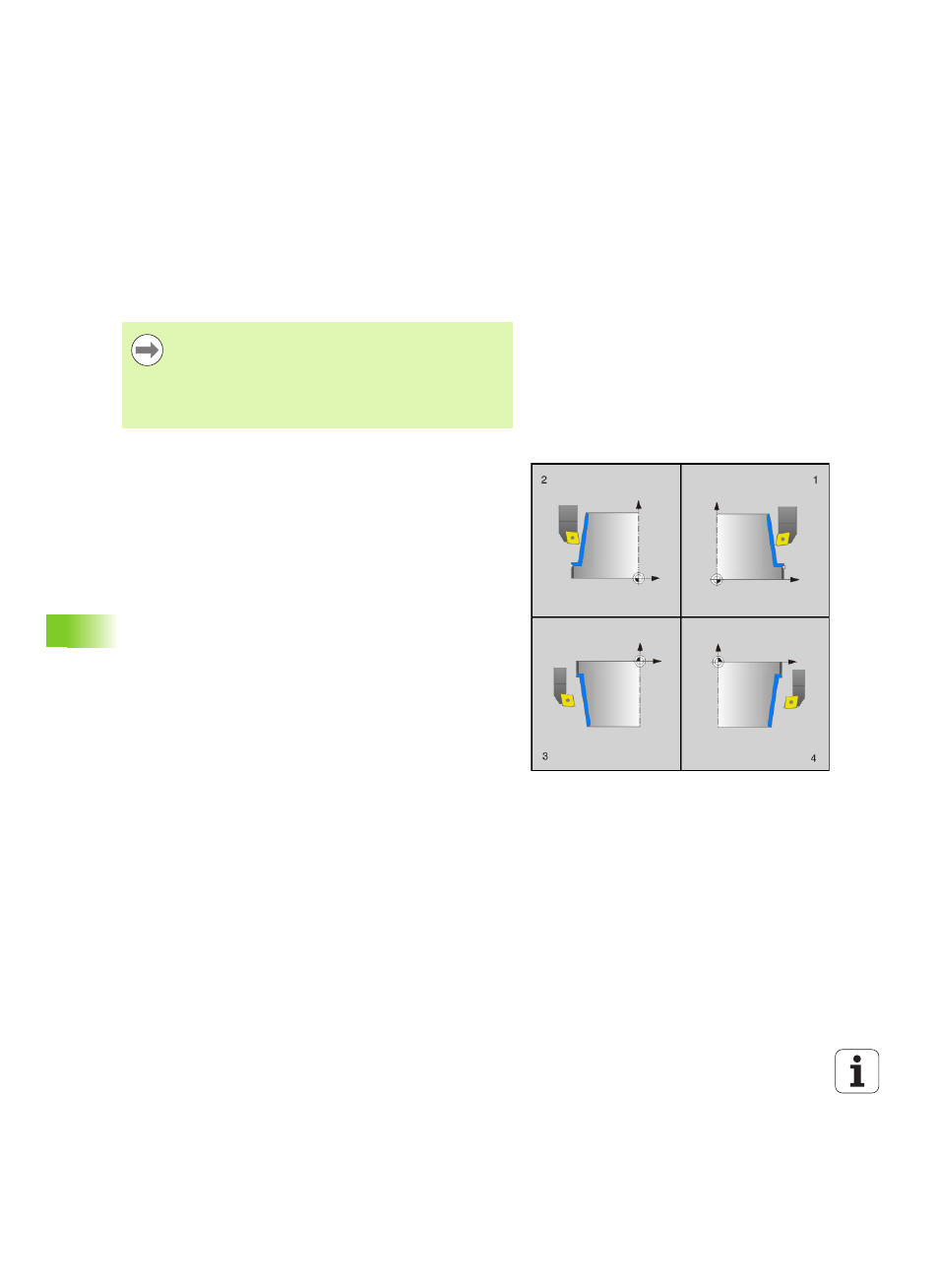
Возможные варианты обработки
Из комбинации начальной и конечной точек с углами Q495 и Q496
вытекают следующие варианты обработки:
Наружная обработка в квадрате 1 (1):
введите угол боковой поверхности Q495 положительным
введите угол торцевой поверхности Q496 отрицательным
введите начало контура X Q491 меньше конца контура X Q493
введите начало контура Z Q492 больше конца контура Z Q494
Внутренняя обработка в квадрате 2 (2):
введите угол боковой поверхности Q495 отрицательным
введите угол торцевой поверхности Q496 положительным
введите начало контура X Q491 больше конца контура X Q493
введите начало контура Z Q492 больше конца контура Z Q494
Наружная обработка в квадрате 3 (3):
введите угол боковой поверхности Q495 положительным
введите угол торцевой поверхности Q496 отрицательным
введите начало контура X Q491 больше конца контура X Q493
введите начало контура Z Q492 меньше конца контура Z Q494
Внутренняя обработка в квадрате 4 (4):
введите угол боковой поверхности Q495 отрицательным
введите угол торцевой поверхности Q496 положительным
введите начало контура X Q491 меньше конца контура X Q493
введите начало контура Z Q492 меньше конца контура Z Q494
Этот цикл позволяет при фрезеровании также
обработку за несколько проходов.
Учитывайте, что при фрезеровании скорость подачи
соответствует введенному в Q440 значению (скорость
резания). Скорость реза измеряется в метрах в
минуту.