Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 55x-03) Touch Probe Cycles
Страница 94
94
3 Циклы измерительных щупов для автоматической проверки заготовки
3.2
Ав
то
м
атиче
ск
ое
определ
е
ние
опорных
то
ч
е
к
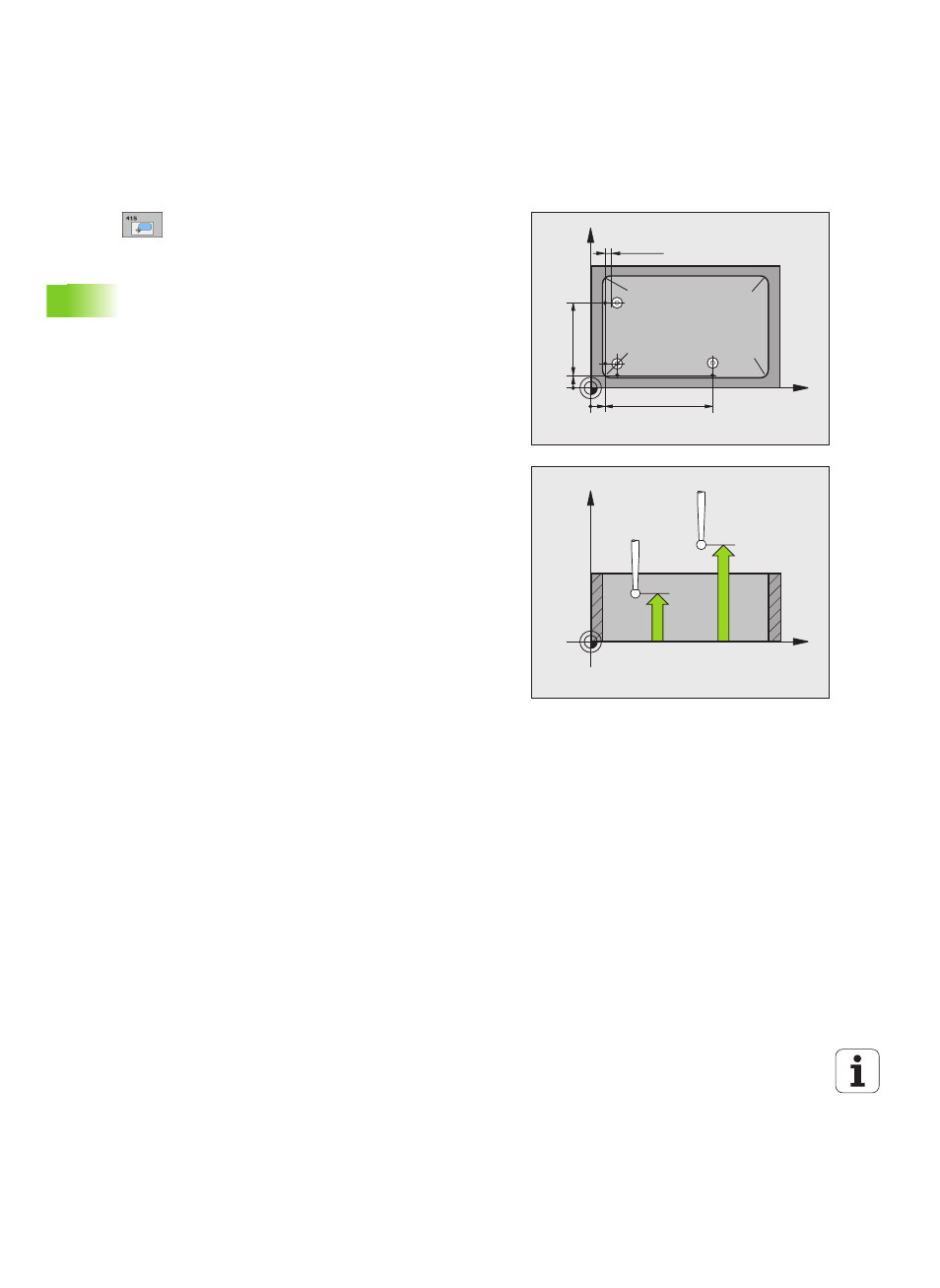
1-ая точка измерения 1-ой оси Q263
(абсолютная): координата первой точки снятия
размера на главной оси плоскости обработки.
1-ая точка измерения 2-ой оси Q264
(абсолютная): координата первой точки снятия
размера на вспомогательной оси плоскости
обработки.
Расстояние 1-ой оси Q326 (в приращениях):
расстояние между первой и второй точкой
измерения на главной оси плоскости обработки.
Расстояние 2-ой оси Q327 (в приращениях):
расстояние между третьей и четвертой точкой
измерения на вспомогательной оси плоскости
обработки.
Угол Q308: номер угла, в котором ЧПУ должна
задать опорную точку.
Высота измерения на оси измерительного
щупа Q261 (абсолютная): координата центра
сферического наконечника (=точка
соприкосновения) на оси измерительного щупа, на
которой должно производиться измерение.
Безопасное расстояние Q320 (в приращениях):
дополнительное расстояние между точкой
измерения и сферическим наконечником щупа.
Q320 прибавляется к значению колонки SET_UP.
Безопасная высота Q260 (абсолютная):
координата на оси измерительного щупа, в
которой не может произойти столкновение между
щупом и обрабатываемой деталью (зажимным
приспособлением).
Переход на безопасную высоту Q301: задает,
как измерительный щуп должен перемещаться
между точками измерения:
0: перемещение на высоту замера между точками
измерения ,
1: перемещение на безопасную высоту между
точками измерения.
Выполнение разворота плоскости обработки
Q304: задает, должна ли система ЧПУ
компенсировать смещение заготовки путем
разворота плоскости обработки:
0: не выполнять разворот плоскости обработки ,
1: выполнить разворот плоскости обработки.
X
Y
Q264
Q263
Q326
Q327
Q308=1
Q308=2
Q308=3
Q308=4
MP6140
+
Q320
X
Z
Q261
Q260