Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 55x-03) Touch Probe Cycles
Страница 53
HEIDENHAIN TNC 320
53
3.1
Ав
то
м
атиче
ск
ое
определ
ение
смещения
за
го
то
в
ки
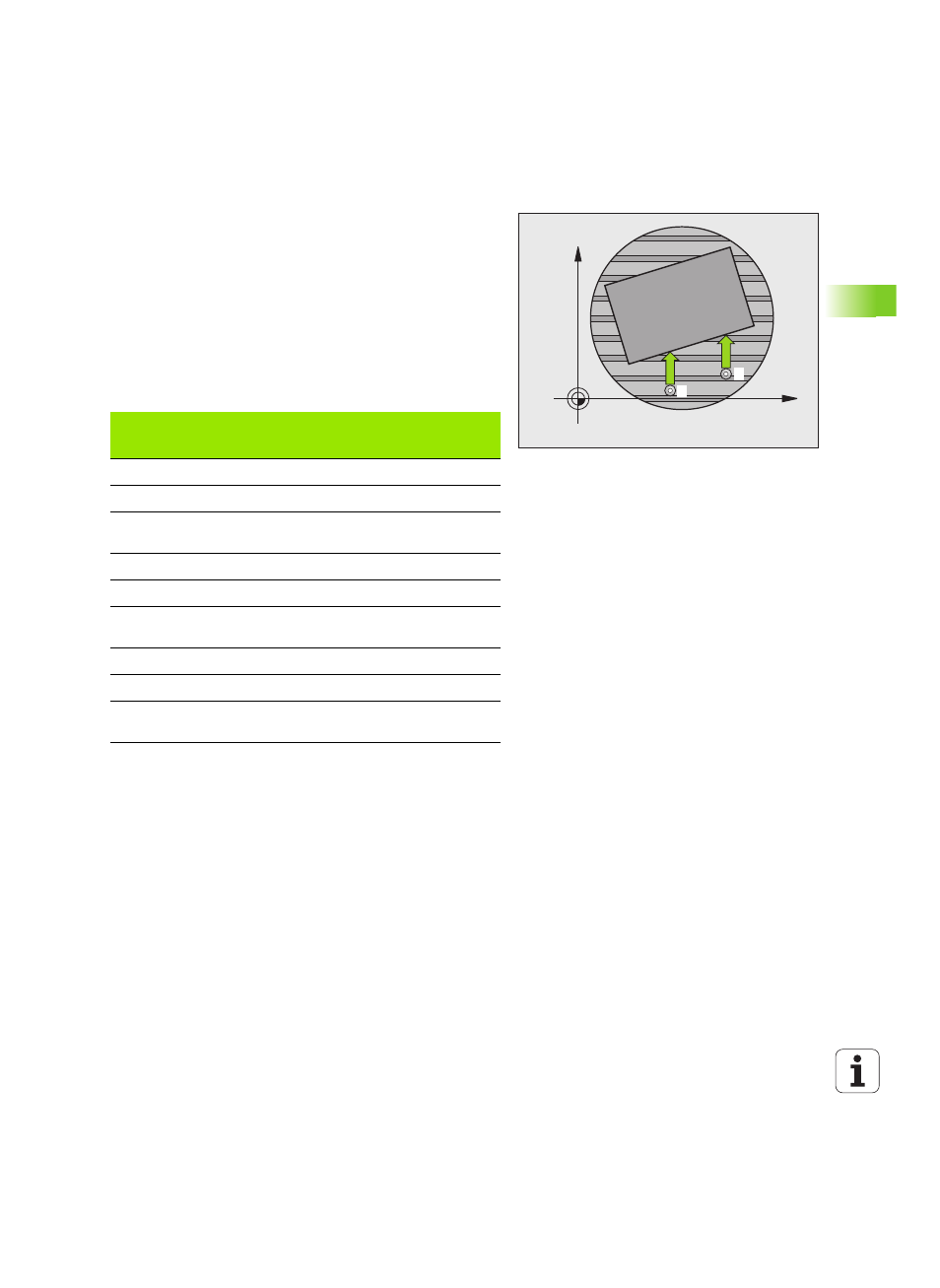
Компенсация РАЗВОРОТА ПЛОСК.
ОБРАБОТКИ через ось вращения (цикл
измерительного щупа 403, DIN/ISO: G403)
Цикл измерительного щупа 403 путем измерения двух точек,
которые должны лежать на одной прямой, распознает смещение
заготовки. Распознанное смещение заготовки система ЧПУ
компенсирует вращением оси A, B или C. При этом допускается
зажим заготовки на круглом столе в любой позиции.
Разрешены описанные ниже комбинации оси измерения
(параметр цикла Q272) и компенсирующей оси (параметр цикла
Q312). Функция наклона плоскости обработки:
X
Y
1
2
Активная ось
измерительного
щупа
Ось измерения
Компенсирующая ось
Z
X (Q272=1)
C (Q312=6)
Z
Y (Q272=2)
C (Q312=6)
Z
Z (Q272=3)
B (Q312=5) или A
(Q312=4)
Y
Z (Q272=1)
B (Q312=5)
Y
X (Q272=2)
C (Q312=5)
Y
Y (Q272=3)
C (Q312=6) или A
(Q312=4)
X
Y (Q272=1)
A (Q312=4)
X
Z (Q272=2)
A (Q312=4)
X
X (Q272=3)
B (Q312=5) или С
(Q312=6)