Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 55x-03) Touch Probe Cycles
Страница 105
HEIDENHAIN TNC 320
105
3.2
Ав
то
м
атиче
ск
ое
определ
е
ние
опорных
то
ч
е
к
Измерение на оси щупа: кooр. 3. ось Q384
(абсолютная): координата точки измерения на оси
щупа, которую следует задать как опорную точку
на оси измерительного щупа. Действует только
если Q381 = 1.
Новая точка привязки оси измерительного
щупа Q333 (aбсолютная): координата на оси
измерения, которую ЧПУ должна задать как
опорную точку. Базовая настройка = 0.
ТОЧКА ПРИВЯЗКИ К ОДНОЙ КООРДИНАТЕ
(цикл измерительного щупа 419, DIN/ISO:
G419)
Цикл измерительного щупа 419 измеряет произвольную
координату на выбранной оси и устанавливает ее в качестве
точки привязки. Альтернативно система ЧПУ может записывать
измеренную координату в таблицу нулевых точек или в таблицу
предустановок.
1 Система ЧПУ позиционирует измерительный щуп в режиме
ускоренной подачи (значение из колонки FMAX) и с помощью
алгоритма позиционирования (смотри „Отработка циклов
измерительных щупов” на странице 22) в
запрограммированной точке измерения
1
. При этом ЧПУ
смещает измерительный щуп на безопасное расстояние
против заданного направления измерения.
2 Измерительный щуп перемещается на заданную высоту
измерения и путем простого измерения определяет
фактическую позицию.
3 Система ЧПУ возвращает измерительный щуп на безопасную
высоту, обрабатывает распознанную опорную точку в
зависимости от параметров циклов Q303 и Q305 (смотри
„Сохранение рассчитанной точки привязки в памяти” на
странице 65).
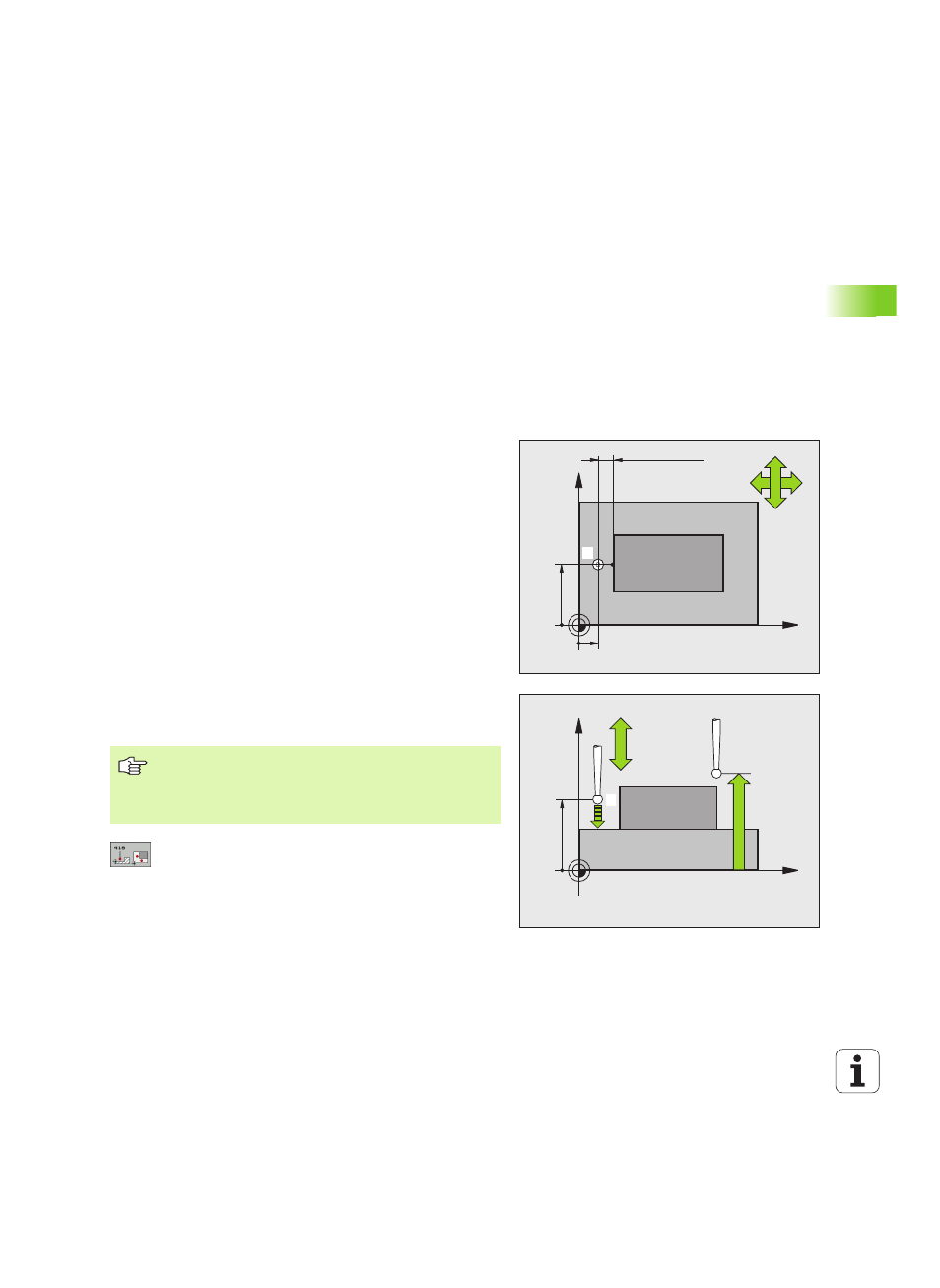
1-ая точка измерения 1-ой оси Q263
(абсолютная): координата первой точки снятия
размера на главной оси плоскости обработки.
1-ая точка измерения 2-ой оси Q264
(абсолютная): координата первой точки снятия
размера на вспомогательной оси плоскости
обработки.
Высота измерения на оси измерительного
щупа Q261 (абсолютная): координата центра
сферического наконечника (=точка
соприкосновения) на оси измерительного щупа, на
которой должно производиться измерение.
X
Y
Q264
Q263
+
+
Q267
Q272=2
Q272=1
MP6140 + Q320
1
X
Z
Q260
Q261
+
Q272=1
Q272=3
Q267
1
Перед программированием нужно учитывать
Перед определением цикла должен быть
запрограммирован вызов инструмента для
определения оси измерительного щупа.