3 ав то м атиче ск ое из мерение за го то во к – Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 55x-03) Touch Probe Cycles
Страница 144
144
3 Циклы измерительных щупов для автоматической проверки заготовки
3.3
Ав
то
м
атиче
ск
ое
из
мерение
за
го
то
во
к
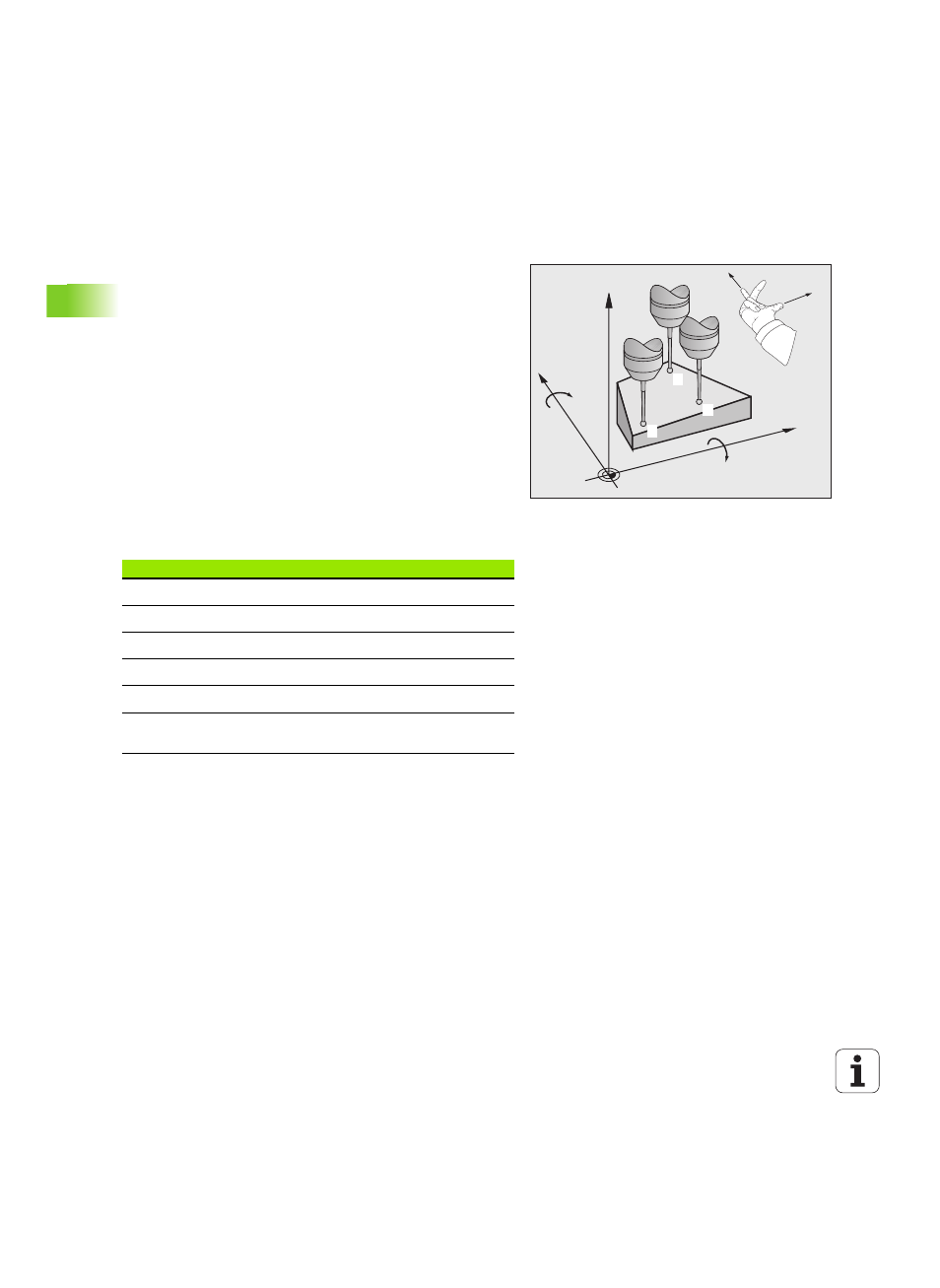
ИЗМЕРЕНИЕ ПЛОСКОСТИ (цикл
измерительного щупа 431, DIN/ISO: G431)
Цикл измерительного щупа 431 определяет угол плоскости путем
измерения трех точек и сохраняет эти значения в системных
параметрах.
1 Система ЧПУ позиционирует измерительный щуп в режиме
ускоренной подачи (значение из колонки FMAX) и с помощью
алгоритма позиционирования (смотри „Отработка циклов
измерительных щупов” на странице 22) к первой точке
измерения
1
и измеряет там первую точку плоскости. При этом
ЧПУ смещает измерительный щуп на безопасное расстояние
против направления измерения.
2 Измерительный щуп перемещается на безопасную высоту,
потом в плоскости обработки к точке измерения
2
и измеряет
там фактическое значение второй точки плоскости.
3 После чего щуп перемещается назад на безопасную высоту,
потом в плоскости обработки к точке измерения
3
и измеряет
там фактическое значение третьей точки плоскости.
4 Затем ЧПУ возвращает измерительный щуп на безопасную
высоту и сохраняет установленные значения угла в
следующих параметрах Q:
X
Z
Y
1
2
3
+X
+Y
A
B
Номер параметра
Значение
Q158
Угол проецирования оси A
Q159
Угол проецирования оси B
Q170
Пространственный угол A
Q171
Пространственный угол B
Q172
Пространственный угол C
Q173
Значение измерения на оси
измерительного щупа