Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 55x-03) Touch Probe Cycles
Страница 80
80
3 Циклы измерительных щупов для автоматической проверки заготовки
3.2
Ав
то
м
атиче
ск
ое
определ
е
ние
опорных
то
ч
е
к
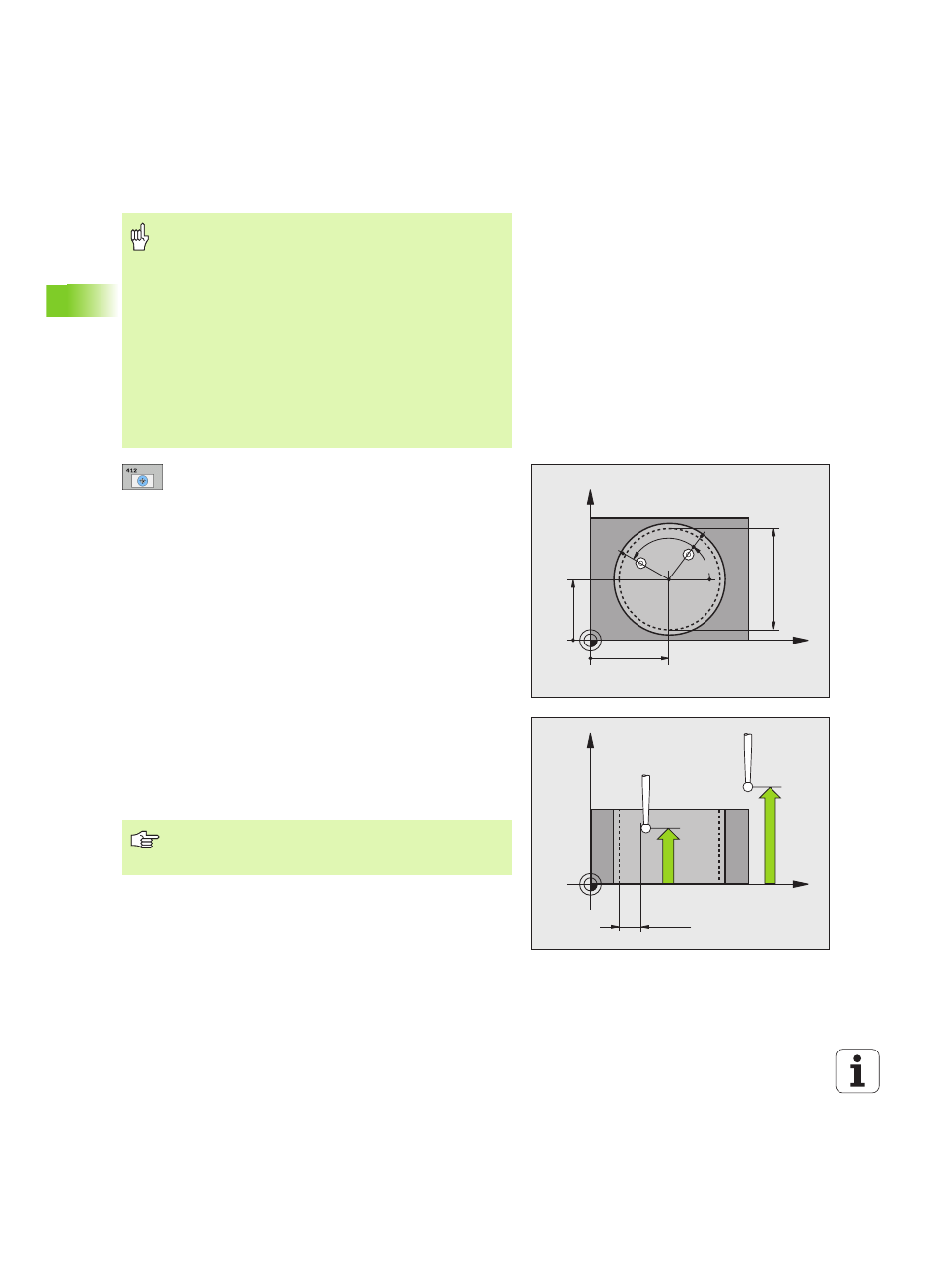
Центр 1-ой оси Q321 (абсолютный): центр
кармана на главной оси плоскости обработки.
Центр 2-ой оси Q322 (абсолютный): центр
кармана на вспомогательной оси плоскости
обработки. Если программируется Q322 = 0, то
ЧПУ выравнивает центр отверстия по
положительной оси Y; если программируется
Q322 не равным 0, то тогда ЧПУ выравнивает
центр отверстия по заданной позиции.
Заданный диаметр Q262: приблизительный
диаметр круглого кармана (отверстия). Ввести
немного меньшее значение.
Стартовый угол Q325 (абсолютный): угол между
главной осью плоскости обработки и первой
точкой контакта.
Угловой шаг Q247 (в приращениях): Угол между
двумя точками измерения, знак перед угловым
шагом задает направление вращения (- = по
часовой стрелке), в котором измерительный щуп
перемещается к следующей точке измерения.
Если нужно измерить дуги окружности, то следует
программировать угловой шаг меньше 90°.
Перед программированием нужно учитывать
Во избежание столкновения между щупом и деталью,
нужно ввести заниженное значение заданного
диаметра кармана (отверстия).
Если размеры кармана и безопасное расстояние не
допускают предпозиционирования вблизи точек
измерения, то ЧПУ осуществляет контакт с точками
измерения, всегда отталкиваясь от центра кармана. В
этом случае между четыремя точками измерения
измерительный щуп не перемещается на безопасную
высоту.
Перед определением цикла должен быть
запрограммирован вызов инструмента для
определения оси измерительного щупа.
X
Y
Q322
Q321
Q262
Q325
Q247
X
Z
Q261
Q260
MP6140
+
Q320
Чем меньше запрограммированный угловой шаг, тем
более неточно ЧПУ рассчитывает опорную точку.
Минимальное вводимое значение: 5°.