Странице 89, 2 определить ав то м а тиче ски опорные то ч ки – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-03) Touch Probe Cycles
Страница 89
HEIDENHAIN iTNC 530
89
3.2
Определить
ав
то
м
а
тиче
ски
опорные
то
ч
ки
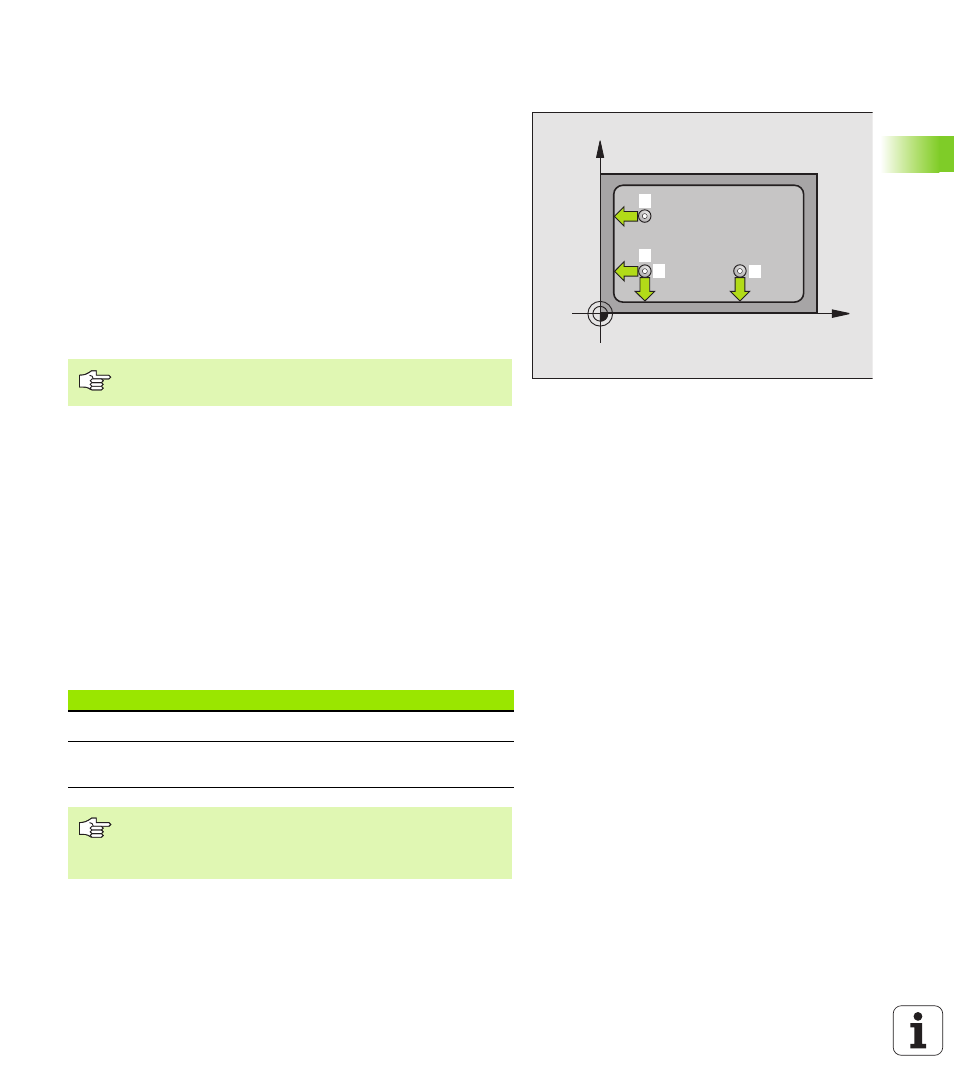
ОПОРНАЯ ТОЧКА УГОЛ ВНУТРИ
(цикл зонда 415, DIN/ISO: G415)
Цикл зонда 415 определяет точку пересечения двух прямых и
установливает эту точку пересечения в качестве опорной точки.
Альтернативно УЧПУ может записывать эту точку в таблицы
нулевых точек или в таблицы предустановки.
1 УЧПУ позиционирует зонд на ускоренном ходе (значение из
MP6150 или MP6361) с помощью логики позиционирования
(смотри “Отработка циклов импульсной системы” на странице
24) к первой точке контактирования
1
(смотри картина справа
вверху), определяемый в цикле. При этом УЧПУ смещает зонд
на безопасное расстояние против направлению перемещения
2 Затем зонд перемещается на заданную высоту измерения и
производит первую операцию контактирования с подачей
контактирования (MP6120 или MP6360). Направление
зондирования возникает из номера угла
3 Потом зонд перемещается к следующей точке
контактирования
2
и осуществляет вторую операцию
контактирования
4 УЧПУ позиционирует зонд к точке контактирования
3
а затем к
точке контактирования
4
и осуществляет там третью и
четвертую операцию контактирования
5 Затем УЧПУ позиционирует зонд обратно на безопасную
высоту и перерабатывает определенную опорную точку в
зависимости от параметров цикла Q303 и Q305 (смотри
“Сохранение расчитанной опорной точки в памяти” на
странице 66) и записывает координаты опеределенного угла в
представляемых ниже параметрах Q
6 Если требуется оператором УЧПУ определяет затем в
отдельной операции контактирования опорную точку на оси
зонда
X
Y
1
2
3
4
УЧПУ измеряет первую прямую всегда в направлении
вспомогательной оси плоскости обработки.
Номер параметра
Значение
Q151
Фактзначение, угол, главная ось
Q152
Фактзначение, угол, вспомогательная
ось
Обратите внимание перед программированием
Перед дефиницией цикла следует программировать
вызов инструмента для определения оси зонда.