2 определить ав то м а тиче ски опорные то ч ки – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-03) Touch Probe Cycles
Страница 80
80
3 Циклы импульсной системы для автоматического контроля загатовки
3.2
Определить
ав
то
м
а
тиче
ски
опорные
то
ч
ки
8
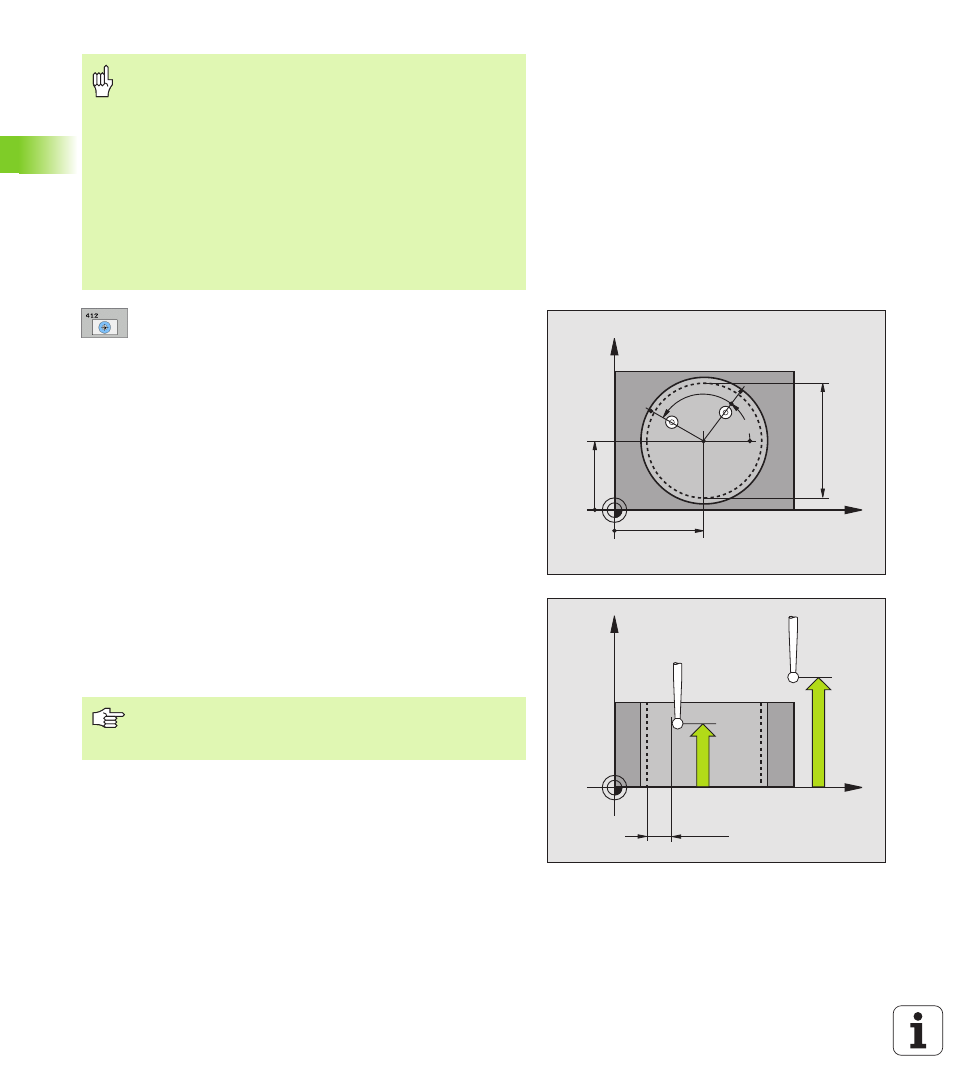
Центр 1-ой оси Q321 (абсолютно): центр кармана
на главной оси плоскости обработки
8
Центр 2-ой оси Q322 (абсолютно): Центр кармана
на вспомогательной оси плоскости обработки.
Если программируете Q322 = 0, то УЧПУ
установливает центр отверстия на
положительной оси Y, если программируете Q322
не равным 0, то тогда УЧПУ установливает центр
отверстия на заданную позицию
8
Заданный диаметр Q262: Приблизительный
диаметр круглого кармана (отверстия). Ввести
значение немного поменьше
8
Угол старта Q325: (абсолютно): Угол между
главной осью плоскости обработки и первой
точкой контактирования
8
Шаг угла Q247 (инкрементно): Угол между двумя
точками измерения, знак числа шага угла
определяет направление вращения (- = по
часовой стрелке), в котором зонд перемещается к
следующей точке измерения. Если хотите
замерить дуги окружности, тогда программируйте
шаг угла меньше 90°.
8
Высота измерения на оси зонда Q261
(абсолютно): Координата центра шарика (=пункт
соприкосновения) на оси зонда, на которой
должно производиться измерение
8
Безопасное расстояние Q320 (инкрементно):
Дополнительное расстояние между точкой замера
и шариком зонда. Q320 действует аддитивно по
отношению к MP6140
8
Безопасная высота Q260: (абсолютно):
Координата на оси зонда, на которой не может
произойти столкновение зонда с загатовкой
(зажимным приспособлением)
Обратите внимание перед программированием
Для избежания столкновения между зондом и
деталью, введите заданный диаметр кармана
(отверстия) немного меньше.
Если размеры кармана и безопасное расстояние не
допускают предпозиционирования вблизи точек
контактирования, то УЧПУ контактирует всегда исходя
из центра кармана. Между четыремя точками
измерения зонд не перемещается тогда на
безопасную высоту.
Перед дефиницией цикла следует программировать
вызов инструмента для определения оси зонда.
X
Y
Q322
Q321
Q262
Q325
Q247
X
Z
Q261
Q260
MP6140
+
Q320
Чем меньше программированный шаг угла, тем более
неточно УЧПУ расчитывает опорную точку.
Минимальное значение ввода: 5°.