Странице 101, 2 определить ав то м а тиче ски опорные то ч ки – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-03) Touch Probe Cycles
Страница 101
HEIDENHAIN iTNC 530
101
3.2
Определить
ав
то
м
а
тиче
ски
опорные
то
ч
ки
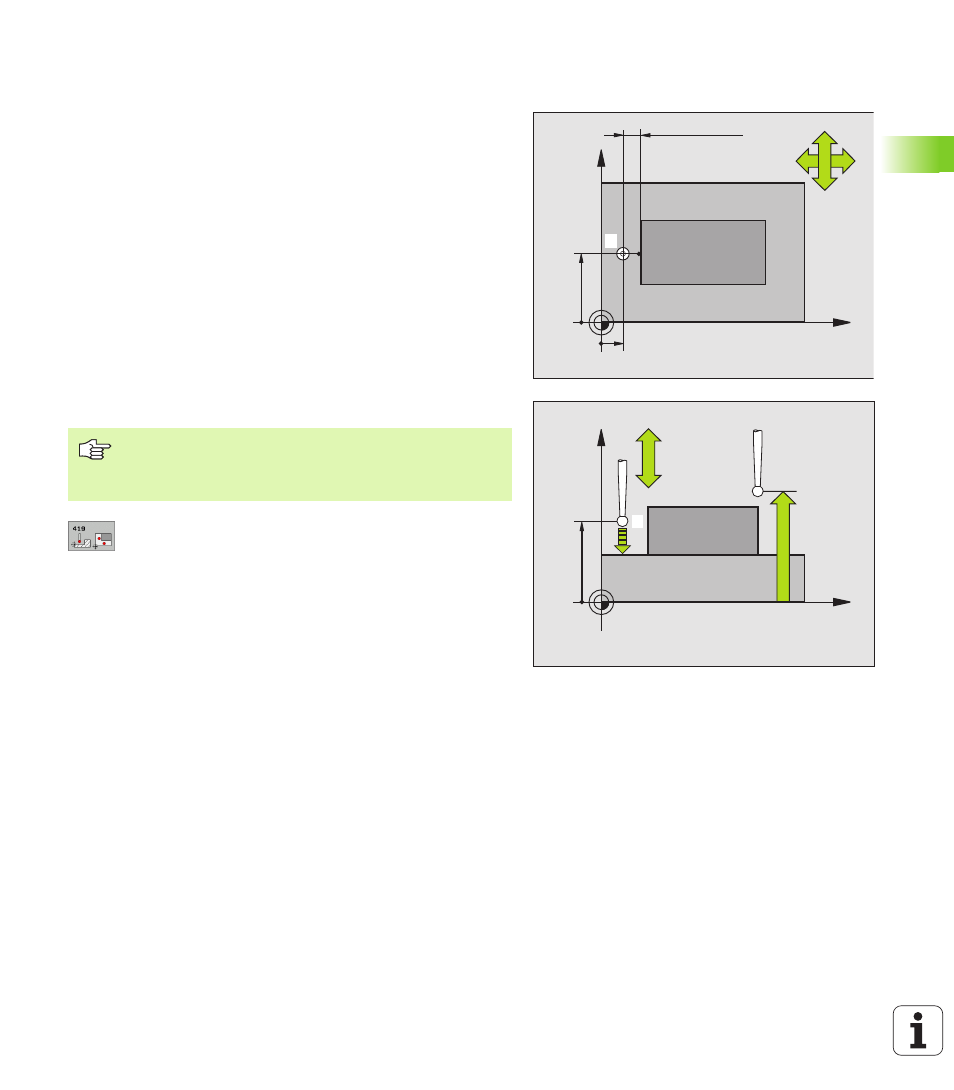
ОПОРНАЯ ТОЧКА ОТДЕЛЬНАЯ ОСЬ
(цикл зонда 419, DIN/ISO: G419)
Цикл зонда 419 измеряет произвольную координату на любой оси
и установливает эту координату в качестве опорной точки.
Альтернативно УЧПУ может записывать эту координату в
таблицы нулевых точек или в таблицы предустановки.
1 УЧПУ позиционирует зонд на ускоренном ходе (значение из
MP6150 или MP6361) с помощью логики позиционирования
(смотри “Отработка циклов импульсной системы” на странице
24) к программированной точке контактирования
1
. При этом
УЧПУ смещает зонда на безопасное расстояние против
программированному направлению зондирования
2 Затем зонд перемещается на записанную высоту измерения и
определяет путем простово зондирования фактическую
позицию
3 Затем УЧПУ позиционирует зонд обратно на безопасную
высоту и перерабатывает определенную опорную точку в
зависимости от параметров цикла Q303 и Q305 (смотри
“Сохранение расчитанной опорной точки в памяти” на
странице 66)
8
1. Точка измерения 1. оси Q263 (абсолютно):
Координата первой точки контактирования на
главной оси плоскости обработки
8
1. Точка измерения 2. оси Q264 (абсолютно):
Координата первой точки контактирования на
вспомогательной оси плоскости обработки
8
Высота измерения на оси зонда Q261
(абсолютно): Координата центра шарика (=пункт
соприкосновения) на оси зонда, на которой
должно производиться измерение
8
Безопасное расстояние Q320 (инкрементно):
Дополнительное расстояние между точкой замера
и шариком зонда. Q320 действует аддитивно по
отношению к MP6140
8
Безопасная высота Q260: (абсолютно):
Координата на оси зонда, на которой не может
произойти столкновение зонда с загатовкой
(зажимным приспособлением)
X
Y
Q264
Q263
+
+
Q267
Q272=2
Q272=1
MP6140 + Q320
1
X
Z
Q260
Q261
+
Q272=1
Q272=3
Q267
1
Обратите внимание перед программированием
Перед дефиницией цикла следует программировать
вызов инструмента для определения оси зонда.