Смотри “поворот фона через две цапфы (цикл зонда, 402, din/iso: g402)” на странице 52), Странице 52 – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-03) Touch Probe Cycles
Страница 52
52
3 Циклы импульсной системы для автоматического контроля загатовки
3.1
Ав
то
м
атиче
ск
ое
определ
ение
крив
ог
о
по
л
о
ж
е
ния
де
тали
ПОВОРОТ ФОНА через две цапфы
(цикл зонда 402, DIN/ISO: G402)
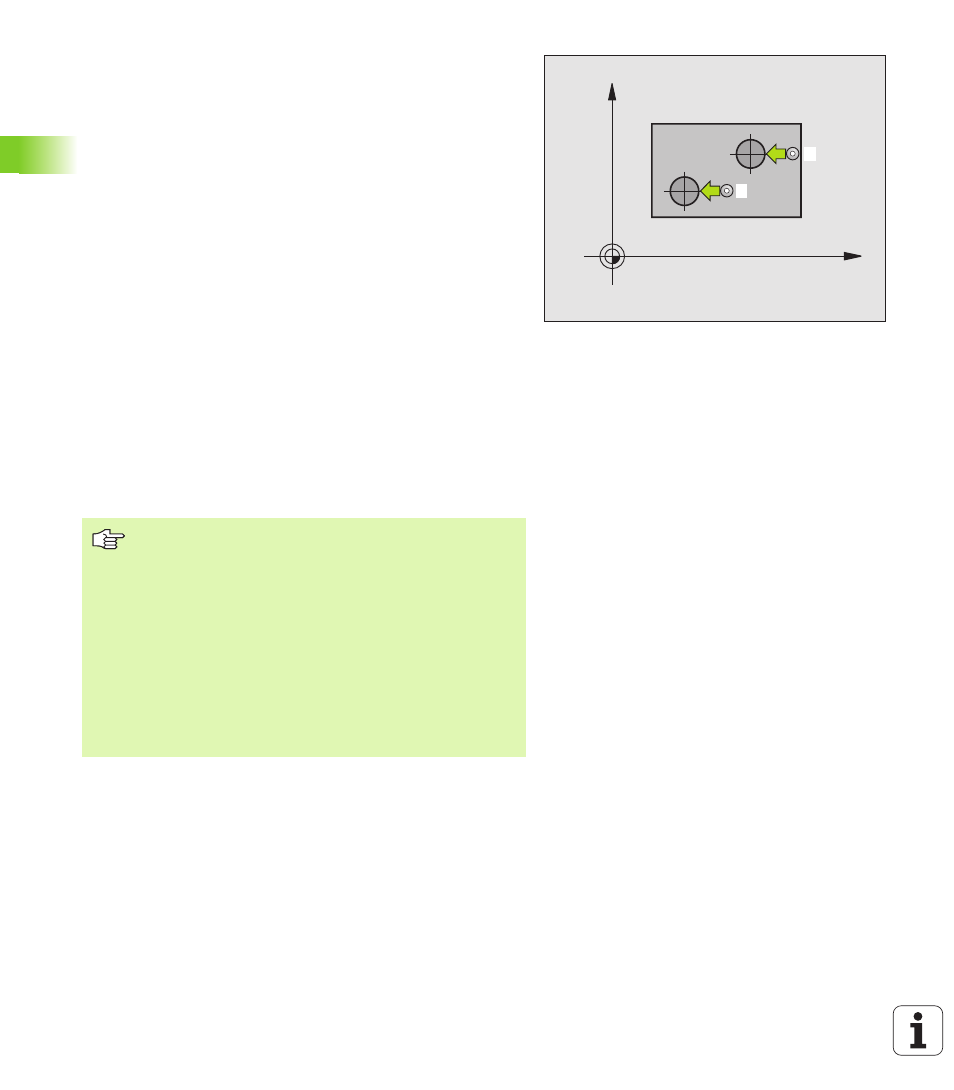
Цикл зонда 402 определяет центры двух цапф. Затем УЧПУ
расчитывает угол между главной осью плоскости обработки и
соединительной прямой центров цапф. С помощью функции
Поворот фона УЧПУ компенсирует расчитанное значение
(Смотри также “Компенсирование наклонного положения
обрабатываемой детали” на странице 33). Альтернативно можете
компенсировать определенное наклонное положение путем
поворота круглово стола.
1 УЧПУ позиционирует зонд на ускоренном ходе (значение из
MP6150 или MP6361) с помощью логики позиционирования
(смотри “Отработка циклов импульсной системы” на странице
24) к точке контактирования
1
первой цапфы
2 Затем зонд перемещается на заданную высоту измерения 1
и путем четырехкратного контактирования определяет первый
центр цапфы. Между сдвиженными на 90° точками
контактирования зонд перемещается по дуге окружности
3 Затем зонд возвращается на безопасную высоту и
позиционирует на точку контактирования
5
второй цапфы
4 Затем зонд перемещается на заданную высоту измерения 2
и путем четырехкратного контактирования определяет второй
центр цапфы
5 Потом УЧПУ позиционирует зонд обратно на безопасную
высоту и осуществляет установленный поворот фона
X
Y
1
5
Обратите внимание перед программированием
Перед дефиницией цикла следует программировать
вызов инструмента для определения оси зонда.
УЧПУ возвращает активный поворот фона в начале
цикла в исходное положение.
Если хотите компенсировать наклонное положение
путем поворота круглово стола, тогда УЧПУ
использует автоматически следующие оси вращения:
C для оси инструмента Z
B для оси инструмента Y
A для оси инструмента X