3 ав то м атиче ск ое из мерение за га то во к – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-03) Touch Probe Cycles
Страница 140
140
3 Циклы импульсной системы для автоматического контроля загатовки
3.3
Ав
то
м
атиче
ск
ое
из
мерение
за
га
то
во
к
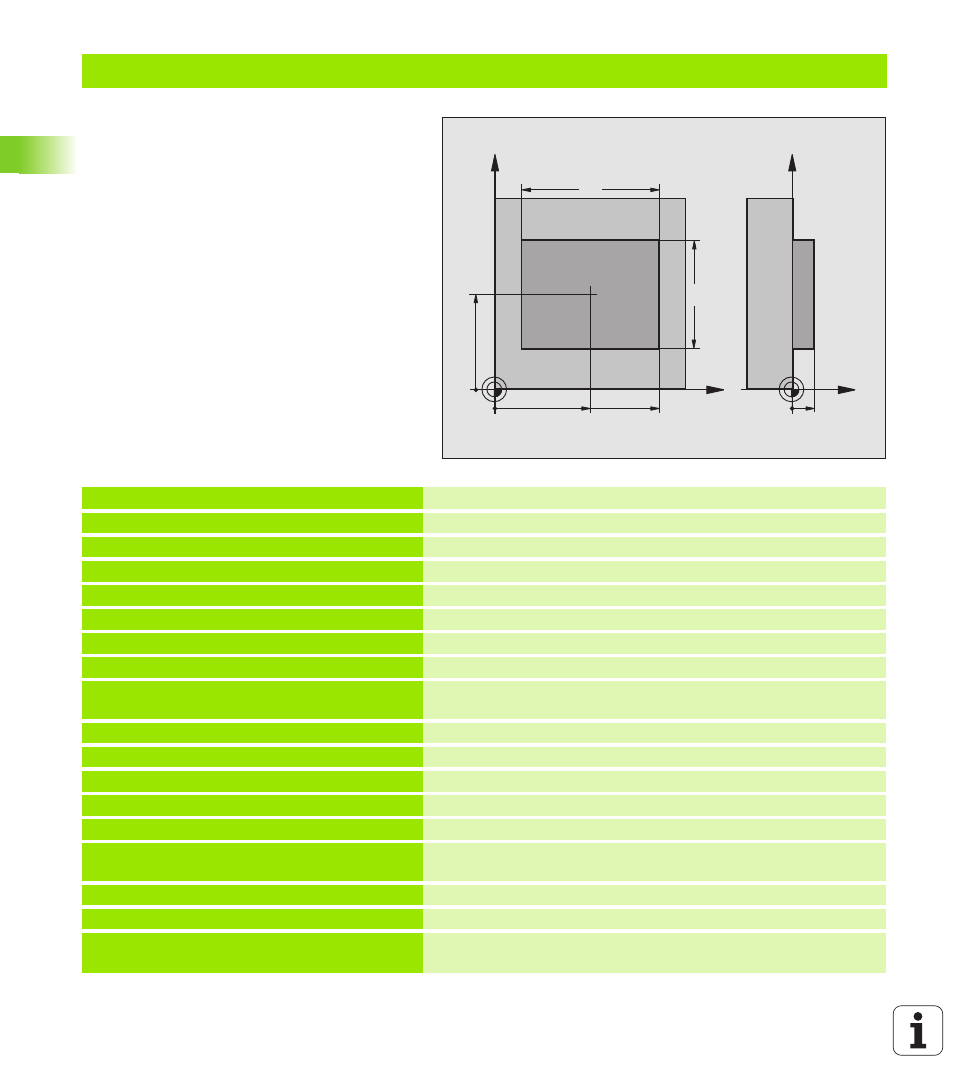
Пример: Измерение прямоугольной цапфы и дополнительная обработка
Порядок отработки программы:
- черновая обработка прямоугольной цапфы с
припуском 0,5
- измерение прямоугольной цапфы
- чистовая обработка прямоугольной цапфы
при учете значения измерения
0 BEGIN PGM BEAMS MM
1 TOOL CALL 0 Z
Вызов инструмента предобработка
2 L Z+100 R0 FMAX
Отвод инструмента от загатовки
3 FN 0: Q1 = +81
Длина кармана в X (черновой размер)
4 FN 0: Q2 = +61
Длина кармана в Y (черновой размер)
5 CALL LBL 1
Вызов подпрограммы для обработки
6 L Z+100 R0 FMAX
Свободное перемещение инструмента, смена инструмента
7 TOOL CALL 99 Z
Вызов щупа
8 TCH PROBE 424 ИЗМЕРЕНИЕ
ПРЯМОУГ.НАР.
Измерение фрезерованного прямоугольника
Q273=+50 ;ЦЕНТР 1. ОСИ
Q274=+50 ;ЦЕНТР 2. ОСИ
Q282=80
;1. ДЛИНА БОКА
Заданная длина кармана в X (конечный размер)
Q283=60
;2. ДЛИНА БОКА
Заданная длина кармана в Y (конечный размер)
Q261=-5
;ВЫСОТА ИЗМЕРЕНИЯ
Q320=0
;БЕЗОПАСНОЕ
РАССТОЯНИЕ
Q260=+30 ;БЕЗОПАСНАЯ ВЫСОТА
Q301=0
;ПЕРЕХОД НА БЕЗ.ВЫСОТУ
Q284=0
;САМЫЙ БОЛЬШОЙ РАЗМЕР
1. СТОРОНЫ
Значения ввода для проверки допуска не требуются
X
Y
50
50
80
Z
Y
10
60