Токарная обработка с установленным положением осей – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-02) ISO programming
Страница 439
Базовые функции (опция ПО 50) 14.2
14
TNC 640 | Руководство пользователя «Программирование DIN/ISO» | 12/2013
439
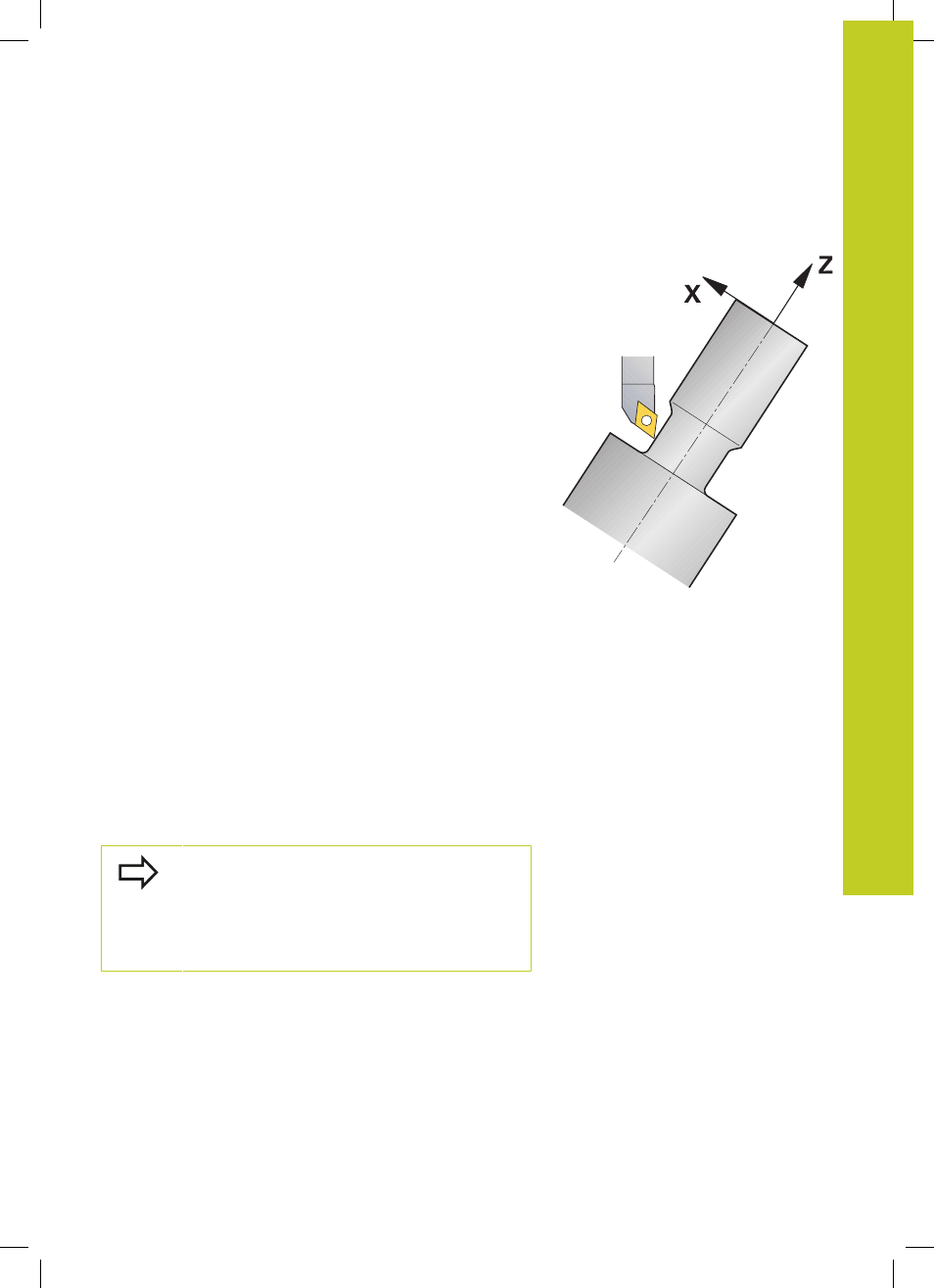
Токарная обработка с установленным положением
осей
Иногда для выполнения обработки бывает необходимо
привести оси наклона в определенное положение. Это
необходимо, например, если из-за геометрии инструмента вы
можете обработать элемент контура только при определенном
положении.
Из-за установки наклонной оси возникает смещение заготовки
относительно инструмента. Функция M144 учитывает
положение наклонной оси и компенсирует смещение. Помимо
этого, функция M144 выравнивает направление Z системы
координат заготовки в направлении центральной оси заготовки.
В случае если установленная ось является поворотным
столом, т.е. если заготовка находится под углом, система ЧПУ
выполняет перемещения в наклоненной системе координат
заготовки. Если установленная ось является поворотной
головкой (инструмент находится под углом), система координат
заготовки не поворачивается.
После установки наклонной оси при необходимости вы
должны заново отпизиционировать инструмент по оси Y и
переориентировать положение режущей кромки с помощью
цикла 800.
В качестве альтернативы функции M144 можно использовать
функцию M128. Она действует точно также, за исключением
одного ограничения: система ЧПУ может выполнить
коррекцию на радиус инструмента также во время обработки
с установленным положением осей. Если вы активируете
обработку с установленным положением осей с помощью
M128, то коррекция радиуса режущей кромки без цикла, т.е. в
кадрах перемещения с RL/RR, невозможна. При запущенной с
помощью M144 обработке, это ограничение не действует.
При выполнении цикла точения с помощью M144, углы
инструмента по отношению к контуру меняются. Система
ЧПУ автоматически учитывает эти изменения и контролирует
обработку с установленным положением осей.
При работе с установленным положением осей
нельзя использовать циклы прорезки и нарезания
резьбы.
Коррекция инструмента действует всегда в
системе координат инструмента, также во время
обработки с установленным положением осей.