Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-02) ISO programming
Страница 186
Программирование: инструменты
5.3
Коррекция инструмента
5
186
TNC 640 | Руководство пользователя «Программирование DIN/ISO» | 12/2013
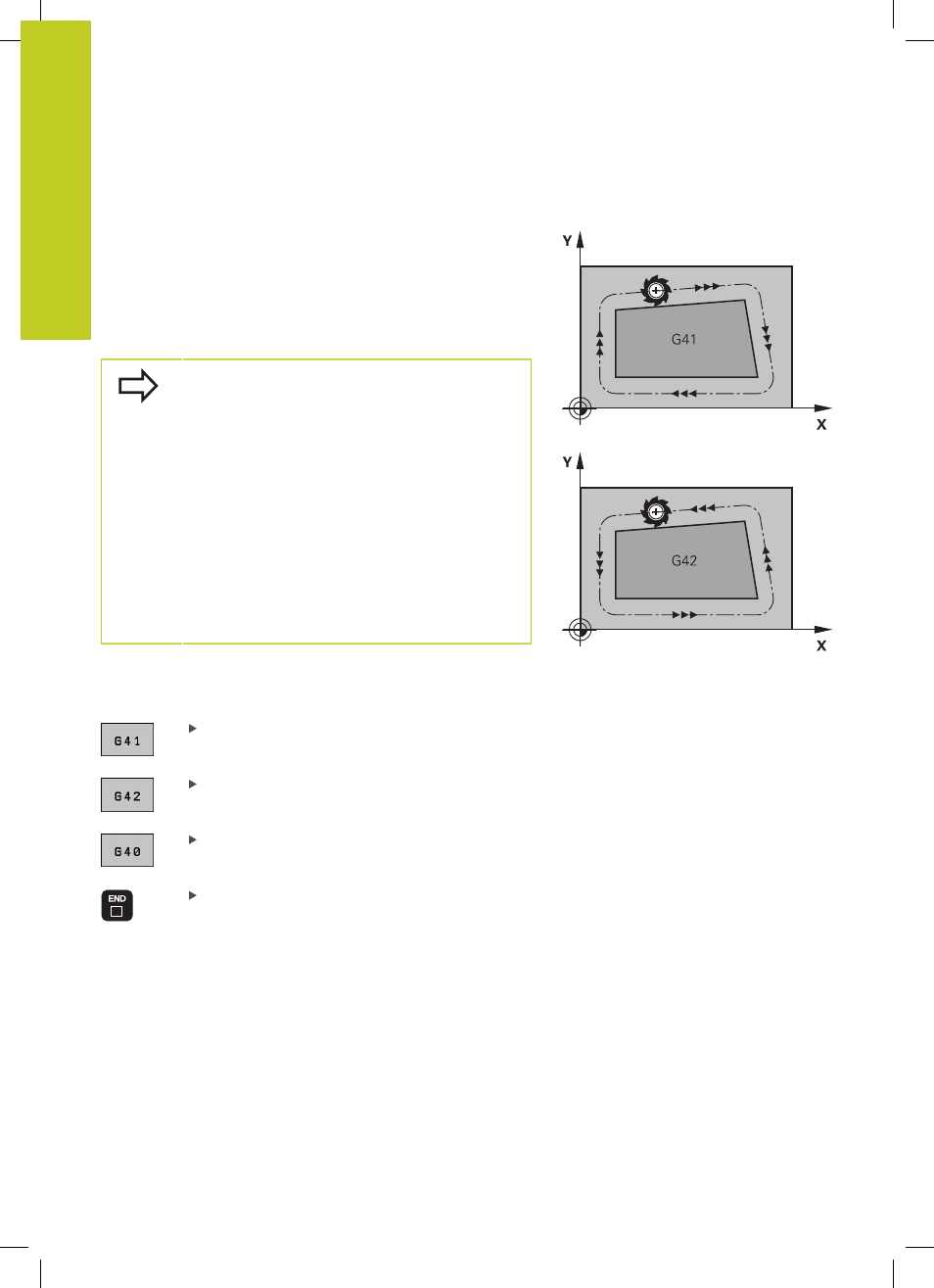
Движения по траектории с поправкой на радиус: G42 и G41
G43
: Инструмент перемещается справа от контура
G42
: Инструмент перемещается слева от контура
При этом центр инструмента находится на расстоянии радиуса
инструмента от запрограммированного контура. Понятия
“справа” и “слева” обозначают положение инструмента в
направлении перемещения по контуру заготовки. См. рисунки.
Между двумя кадрами программы с различными
поправками на радиус G43 и G42 должно
находиться не менее одного кадра перемещения
на плоскости обработки без поправки на радиус
(т.е. с G40).
Система ЧПУ активирует поправку на радиус
к концу кадра, в котором коррекция была
запрограммирована в первый раз.
В первом кадре с поправкой на радиус G42/G41 и
при отмене с помощью G40 система ЧПУ всегда
позиционирует инструмент перпендикулярно к
программируемой точке старта или конечной
точке. Позиционировать инструмент перед первой
или за последней точкой контура следует так,
чтобы не повредить контур.
Ввод поправки на радиус
Поправка на радиус вводится в кадре
G01
.
Перемещение инструмента слева от
запрограммированного контура: выберите
функцию G41 или
Перемещение инструмента справа от
запрограммированного контура: выберите
функцию G42 или
Перемещение инструмента без поправки
на радиус или отмена поправки на радиус:
выберите функцию G40
Конец кадра: нажмите кнопку END