Введение – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-02) ISO programming
Страница 420
Программирование: токарная обработка
14.1 Токарная обработка на фрезерных станках (ПО-опция 50)
14
420
TNC 640 | Руководство пользователя «Программирование DIN/ISO» | 12/2013
14.1
Токарная обработка на фрезерных
станках (ПО-опция 50)
Введение
На специальных фрезерных станках можно выполнять не
только фрезерную, но и токарную обработку. Благодаря этому
можно полностью обрабатывать заготовки на одном станке
не перезажимая их, даже когда для этого требуется сложная
фрезерная и токарная обработки.
Обработка точением - это процесс снятия стружки, при котором
вращается заготовка и благодаря этому осуществляется
резание. Жестко закрепленный инструмент выполняет
движение подачи и подачи на врезание. в зависимости от
направления обработки и задания обработка точением
подразделяется на различные технологии производства,
например, продольное точение, поперечное точение, токарная
прорезка или нарезание резьбы резцом. Система ЧПУ
предлагает для каждой технологии производства различные
циклы: См. руководство пользователя по циклам, глава
"Точение".
Система ЧПУ позволяет переключаться между обработкой
фрезерованием и точением в пределах одной NC-программы.
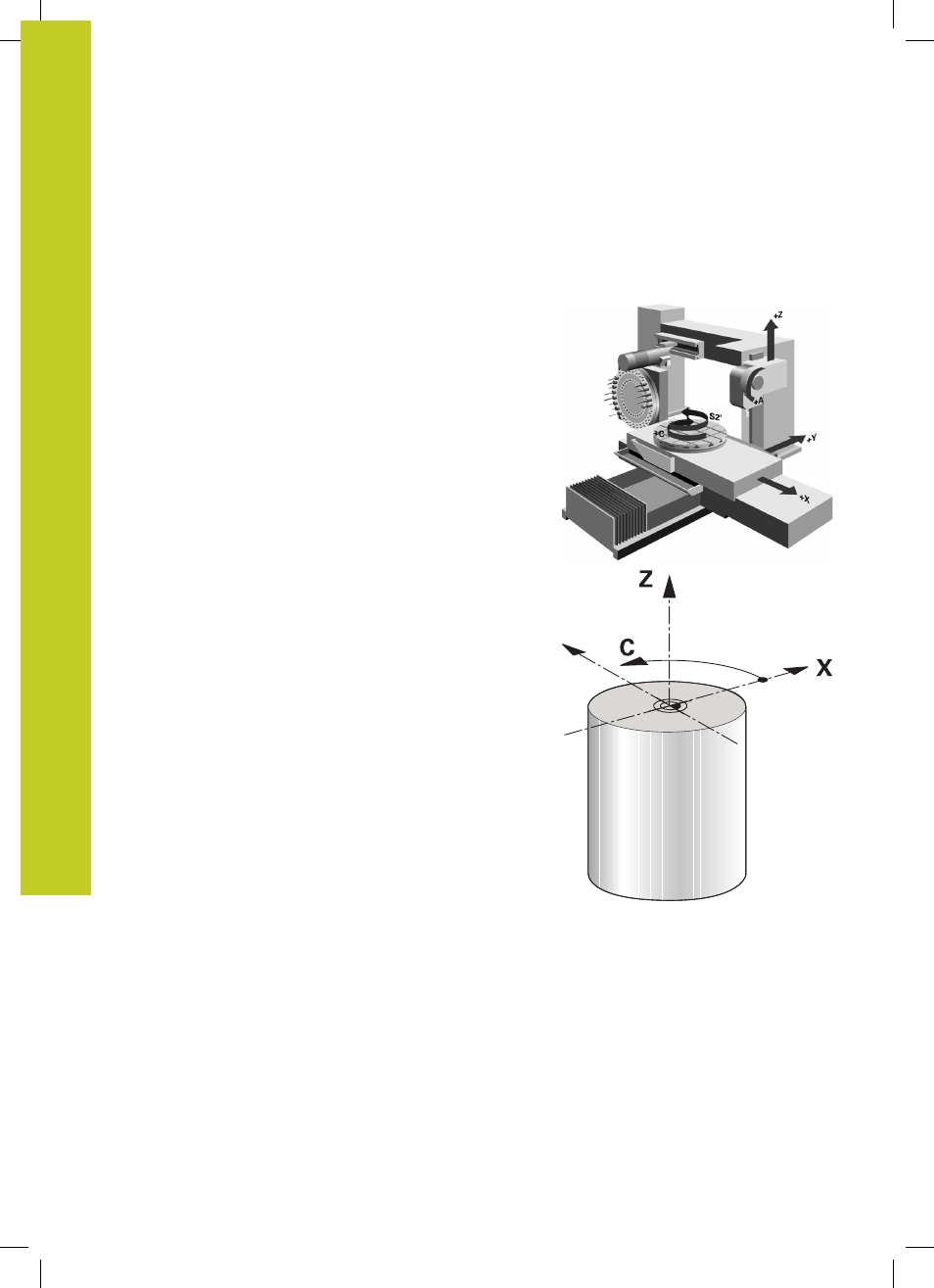
В токарном режиме поворотный стол служит в качестве
шпинделя токарного станка, в то время как фрезерный
шпиндель с инструментом остается неподвижным. Это
позволяет создавать вращательно-симметричные контуры.
Для этого точка привязки (предустановка) должна находиться в
центре токарного шпинделя.
При управлении токарным инструментом учитываются другие
описания геометрии, чем при фрезерном и сверлильном
инструменте. Например, необходимо задать радиус режущей
кромки, чтобы выполнить коррекцию на радиус режущей
кромки. Система ЧПУ предлагает специальное управление
токарным инструментом, смотри "Данные инструмента",
Стр. 427.
Для обработки в вашем распоряжении находятся различные
циклы. Их вы можете также использовать при дополнительно
наклоненной оси: Стр. 439
При точении оси располагаются таким образом, что X-
координаты описывают диаметр заготовки, а Z-координаты -
продольную позицию.
Таким образом программирование всегда ведется в плоскости
координат XZ. Какие оси станка будут использоваться для
действительных перемещений, зависит от соответствующей
кинематики станка и задается производителем станка.
Благодаря этому NC-программы с функциями точения
являются взаимозаменяемыми и не зависят от типа станка.