Коррекция на радиус режущей кромки srk – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-02) ISO programming
Страница 432
Программирование: токарная обработка
14.2 Базовые функции (опция ПО 50)
14
432
TNC 640 | Руководство пользователя «Программирование DIN/ISO» | 12/2013
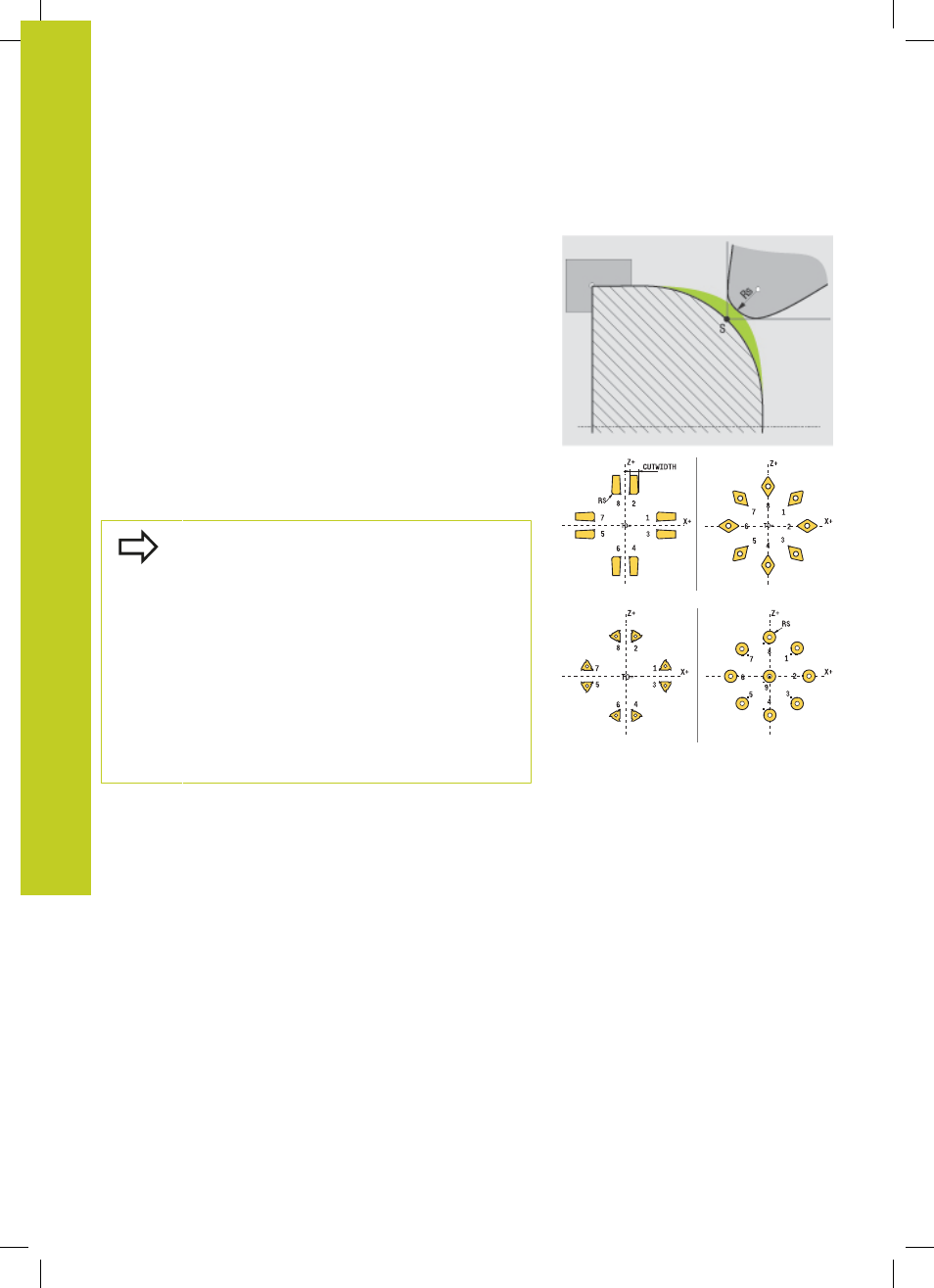
Коррекция на радиус режущей кромки SRK
Токарный инструмент имеет при вершине определенный
радиус (RS). Из-за этого возникают искажения контура при
обработке конусов, фасок и радиусов, т.к. путь перемещения
программируется только относительно теоретического
кончика режущей кромки S (см. рисунок справа вверху). SRK
предотвращает появляющиеся из-за этого погрешности.
В циклах точения система ЧПУ автоматически выполняет
коррекцию радиуса режущей кромки. В отдельных кадрах
перемещения и в пределах запрограммированного контура
активируйте SRK с помощью RL или RR.
В циклах точения система ЧПУ проверяет геометрию режущей
кромки на основе угла при вершине P-ANGLE и установочного
угла T-ANGLE. Элементы контура в цикле система ЧПУ
обрабатывает только настолько, насколько это возможно с
соответствующим инструментом. ЧПУ выдает сообщение, если
материал удаляется не полностью.
При нейтральной длине режущей кромки
(TO=2;4;6;8) направление коррекции на радиус
неоднозначно. В этих случаях SRK возможно
только в пределах циклов.
Система ЧПУ может выполнить коррекцию на
радиус инструмента также во время обработки
с установленным положением осей. При этом
действует следующее ограничение: Если
вы активируете обработку с установленным
положением осей с помощью M128, то коррекция
радиуса режущей кромки без цикла, т.е. в
кадрах перемещения с RL/RR, невозможна. При
запущенной с помощью M144 обработке, это
ограничение не действует.