Файл протокола – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-02) ISO programming
Страница 358
Программирование: специальные функции
11.3 Адаптивное управление подачей AFC (опция ПО)
11
358
TNC 640 | Руководство пользователя «Программирование DIN/ISO» | 12/2013
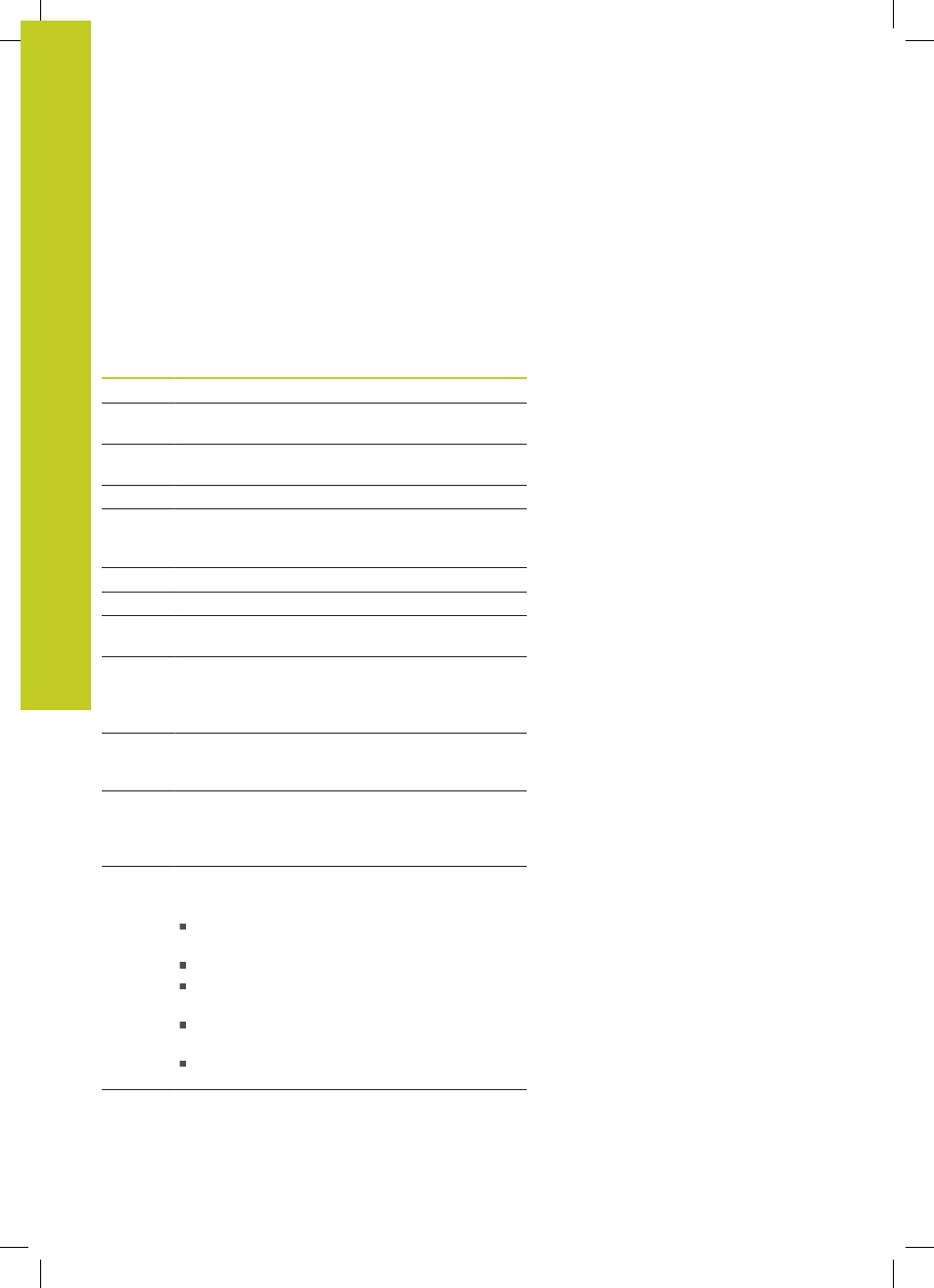
Файл протокола
Во время пробного прохода ЧПУ сохраняет различную
информацию по каждому шагу обработки в файле
<имя>.H.AFC2.DEP
, где <имя> соответствует имени NC-
программы, для которой был выполнен пробный проход.
При регулировании ЧПУ актуализирует данные и выполняет
различные процедуры оценки этих данных. Следующие данные
сохраняются в этой таблице:
Столбец Функция
NR
Номер шага обработки
TOOL
Номер или название инструмента, с помощью
которого был выполнен шаг обработки
IDX
Индекс инструмента, с помощью которого был
выполнен шаг обработки
SNOM
Заданная скорость вращения шпинделя [об/мин]
SDIF
Максимально допустимая разность скорости
вращения шпинделя в % и заданной скорости
вращения
LTIME
Время обработки пробного прохода
CTIME
Время обработки прохода регулирования
TDIFF
Разница продолжительности обработки при
тренировке и регулировании в %
PMAX
Максимальная мощность шпинделя,
достигаемая во время обработки. ЧПУ
отображает значение в процентах относительно
номинальной мощности шпинделя
PREF
Эталонная нагрузка шпинделя. ЧПУ отображает
значение в процентах относительно
номинальной мощности шпинделя
FMIN
Наименьший достигаемый коэффициент
подачи. ЧПУ отображает значение в процентах
относительно запрограммированной величины
подачи
OVLD
Ответные действия, выполненные ЧПУ при
перегрузке:
M
: был отработан макрос, определенный
производителем станка
S
: был выполнен непосредственный NC-стоп
F
: NC-стоп был выполнен после того, как
инструмент был выведен из материала
E
: сообщение об ошибке было показано на
дисплее
-
: при перегрузке не было выполнено никаких
ответных действий
BLOCK
Номер кадра, в котором начинается шаг
обработки