12 примеры программирования, Пример: эллипс, Примеры программирования – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-02) ISO programming
Страница 310
Программирование: Q-параметры
9.12 Примеры программирования
9
310
TNC 640 | Руководство пользователя «Программирование DIN/ISO» | 12/2013
9.12
Примеры программирования
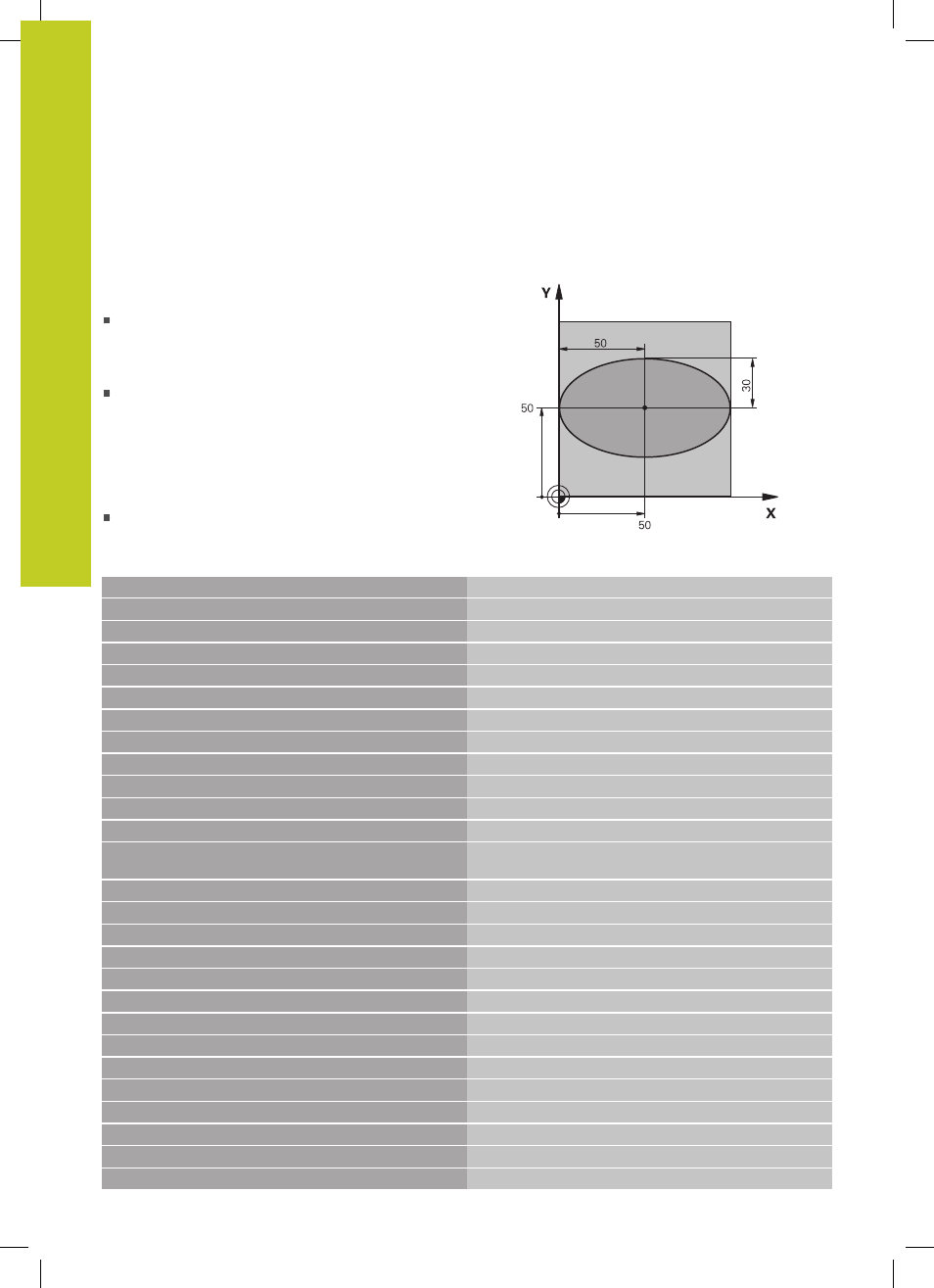
Пример: эллипс
Выполнение программы
Контур эллипса состоит из большого количества
маленьких отрезков прямой (определяемых в Q7).
Чем больше расчетных шагов установлено, тем
более сглаженным будет контур.
Направление фрезерования устанавливается
при помощи начального и конечного угла на
плоскости:
Направление обработки по часовой стрелке:
начальный угол > конечный угол
Направление обработки против часовой стрелки:
начальный угол < конечный угол
Радиус инструмента не учитывается
%ELLIPSE G71 *
N10 D00 Q1 P01 +50 *
Центр X-оси
N20 D00 Q2 P01 +50 *
Центр Y-оси
N30 D00 Q3 P01 +50 *
Полуось X
N40 D00 Q4 P01 +30 *
Полуось Y
N50 D00 Q5 P01 +0 *
Стартовый угол на плоскости
N60 D00 Q6 P01 +360 *
Конечный угол на плоскости
N70 D00 Q7 P01 +40 *
Количество расчетных шагов
N80 D00 Q8 P01 +30 *
Угловое положение эллипса
N90 D00 Q9 P01 +5 *
Глубина фрезерования
N100 D00 Q10 P01 +100 *
Подача на глубину
N110 D00 Q11 P01 +350 *
Подача фрезерования
N120 D00 Q12 P01 +2 *
Безопасное расстояние для предварительного
позиционирования
N130 G30 G17 X+0 Y+0 Z-20 *
Определение заготовки
N140 G31 G90 X+100 Y+100 Z+0 *
N150 T1 G17 S4000 *
Вызов инструмента
N160 G00 G40 G90 Z+250 *
Отвод инструмента
N170 L10,0 *
Вызов обработки
N180 G00 Z+250 M2 *
Отвод инструмента, конец программы
N190 G98 L10 *
Подпрограмма 10: обработка
N200 G54 X+Q1 Y+Q2 *
Перемещение нулевой точки в центр эллипса
N210 G73 G90 H+Q8 *
Пересчет углового положения на плоскости
N220 Q35 = ( Q6 - Q5 ) / Q7 *
Расчет шага угла
N230 D00 Q36 P01 +Q5 *
Копирование стартового угла
N240 D00 Q37 P01 +0 *
Установка счетчика резки
N250 Q21 = Q3 * COS Q36 *
Расчет X-координаты точки старта
N260 Q22 = Q4 * SIN Q36 *
Расчет Y-координаты точки старта