Введение – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-05)
Страница 506
Программирование: токарная обработка
14.1 Токарная обработка на фрезерном станке (номер опции #50)
14
506
TNC 640 | Руководство пользователя "Диалог открытым текстом HEIDENHAIN" | 5/2015
14.1
Токарная обработка на фрезерном
станке (номер опции #50)
Введение
На специальных фрезерных станках можно выполнять не
только фрезерную, но и токарную обработку. Благодаря этому
можно полностью обрабатывать заготовки на одном станке
не перезажимая их, даже когда для этого требуется сложная
фрезерная и токарная обработки.
Обработка точением - это процесс снятия стружки, при котором
вращается заготовка и благодаря этому осуществляется
резание. Жестко закрепленный инструмент выполняет
движение подачи и подачи на врезание. В зависимости от
направления обработки и задания, технология обработки
точением может быть разной, например, продольное точение,
поперечное точение, токарная прорезка или нарезание резьбы
резцом.
Система ЧПУ предлагает для различных
технологий обработки несколько циклов: смотри
руководство пользователя "Циклы", раздел
„Точение“.
Система ЧПУ позволяет переключаться между обработкой
фрезерованием и точением в пределах одной NC-программы.
В токарном режиме поворотный стол служит в качестве
шпинделя токарного станка, в то время как фрезерный
шпиндель с инструментом остается неподвижным. Это
позволяет создавать вращательно-симметричные контуры.
Для этого точка привязки (предустановка) должна находиться в
центре токарного шпинделя.
При управлении токарным инструментом учитываются другие
описания геометрии, чем при фрезерном и сверлильном
инструменте. Например, необходимо задать радиус режущей
кромки, чтобы выполнить коррекцию на радиус режущей
кромки. Система ЧПУ предлагает специальное управление
токарным инструментом, смотри "Данные инструмента",
Стр. 517.
Для обработки предусмотрены разные циклы. Их можно
использовать при дополнительно наклоненной оси: смотри
"Токарная обработка с установленным положением осей",
Стр. 531
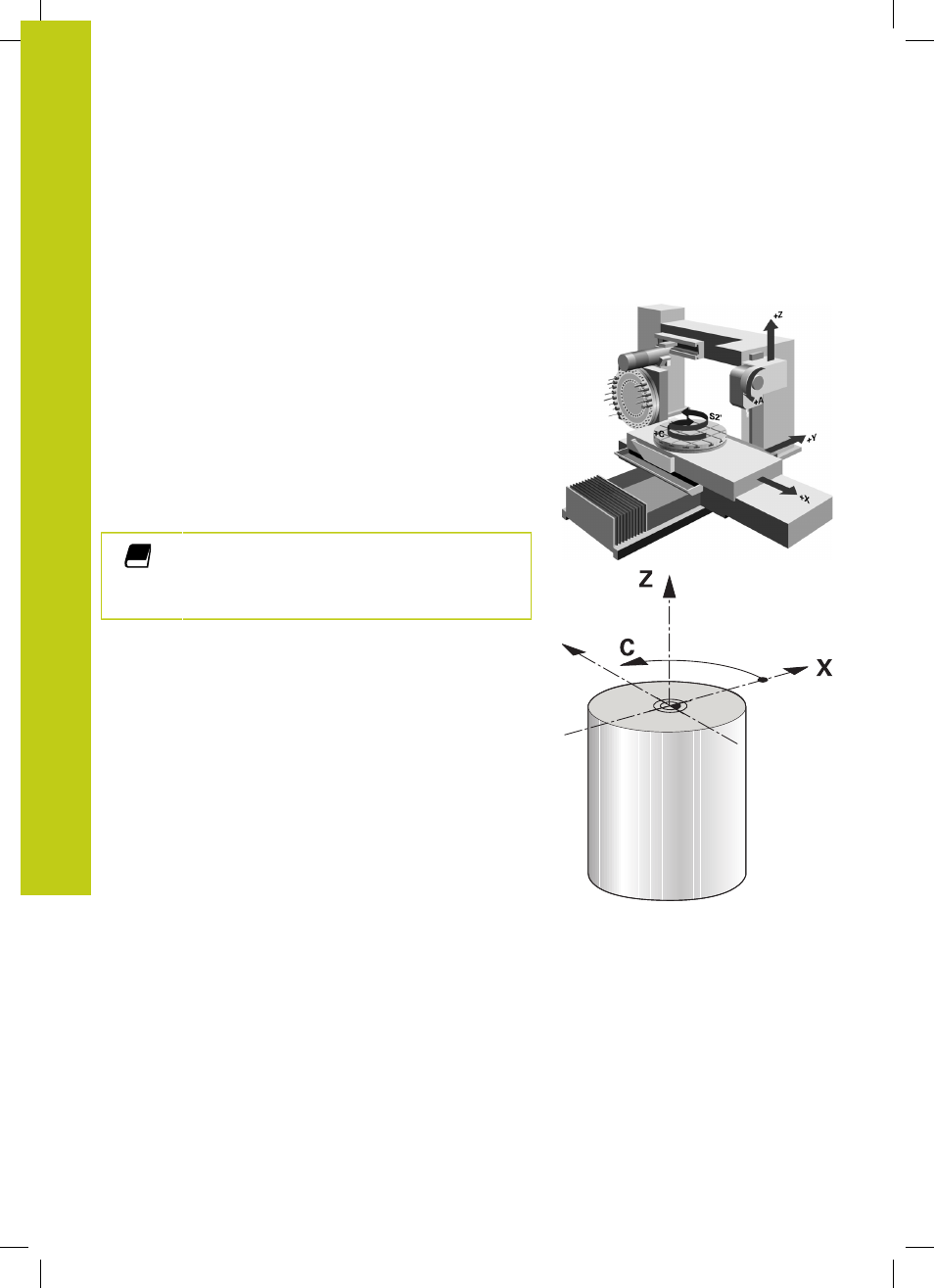
При точении оси располагаются таким образом, что X-
координаты описывают диаметр заготовки, а Z-координаты -
продольные позиции.
Таким образом программирование всегда ведется в плоскости
координат XZ. Какие оси станка будут использоваться для
действительных перемещений, зависит от соответствующей
кинематики станка и задается производителем станка.
Благодаря этому NC-программы с функциями точения
являются взаимозаменяемыми и не зависят от типа станка.