Параметры цикла – Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 55x-05) Cycle programming
Страница 84
84
Циклы обработки: сверление
3.9
СВЕР
Л
Е
НИЕ
И
ФРЕЗЕР
ОВ
АНИЕ
(
цик
л
208, DIN/ISO: G208)
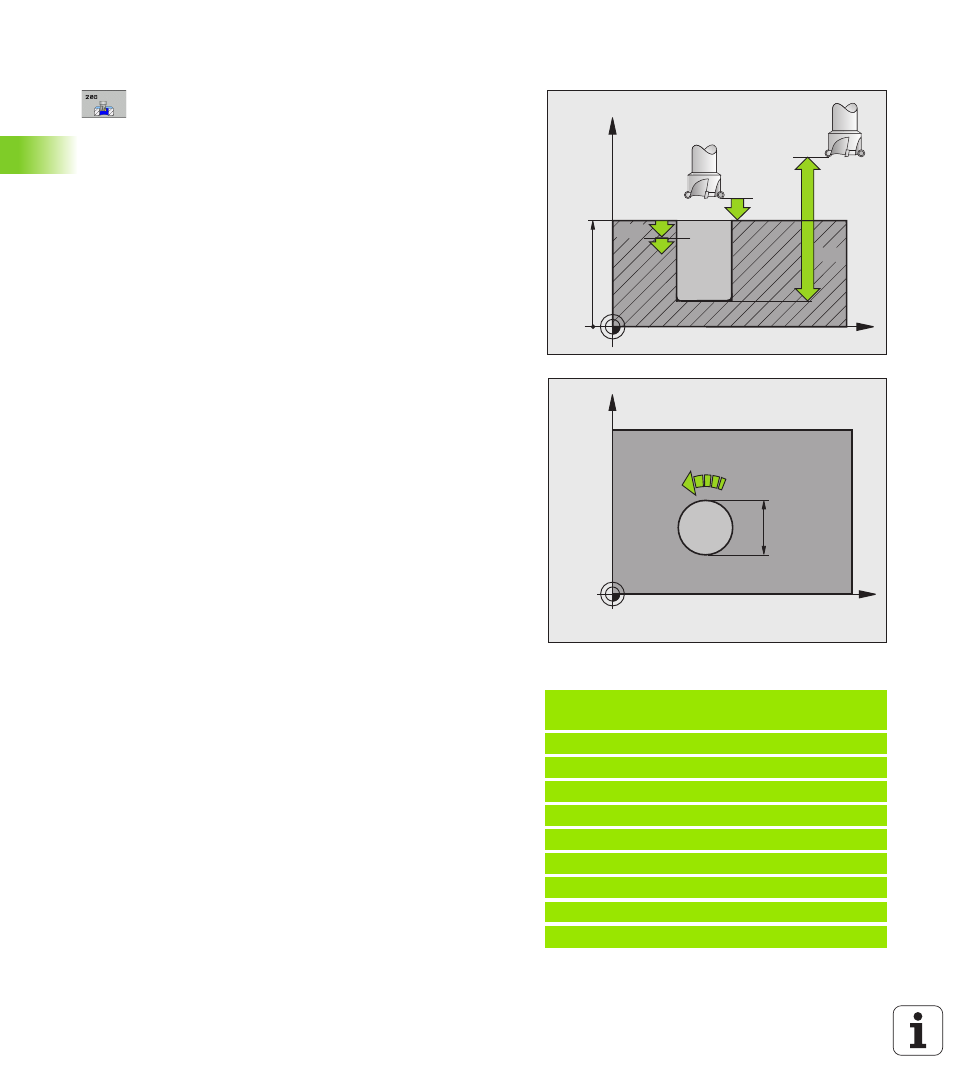
Параметры цикла
U
Безопасное расстояние Q200 (в инкрементах):
расстояние от нижней грани инструмента до
поверхности заготовки. Диапазон ввода от 0 до
99999,9999
U
Глубина Q201 (в инкрементах): расстояние от
поверхности заготовки до дна отверстия.
Диапазон ввода от -99999,9999 до 99999,9999
U
Подача врезания на глубину Q206: скорость
перемещения инструмента при сверлении по
винтовой линии в мм/мин. Диапазон ввода от 0 до
99999,999 или через FAUTO, FU, FZ
U
Врезание на один виток спирали Q334 (в
инкрементах): величина, на которую инструмент
каждый раз врезается по спирали (=360°).
Диапазон ввода от 0 до 99999,9999
U
Коорд. поверхности заготовки Q203 (абсолютная):
координата поверхности заготовки. Диапазон
ввода от -99999,9999 до 99999,9999
U
2-ое безопасное расстояние Q204 (в приращениях):
координата по оси шпинделя, при которой
невозможно столкновение инструмента и
заготовки (зажимного приспособления). Диапазон
ввода от 0 до 99999,9999
U
Заданный диаметр Q335 (абсолютный): диаметр
отверстия. Если внутренний диаметр отверстия
задан равным диаметру инструмента, система
ЧПУ производит сверление без спиральной
интерполяции, сразу на заданную глубину.
Диапазон ввода от 0 до 99999,9999
U
Предварительно рассверленный диаметр Q342
(абсолютный): как только в Q342 вводится
значение больше 0, система ЧПУ прекращает
проверять соотношение заданного значения
диаметра и диаметра инструмента. Таким
образом, можно фрезеровать отверстия с
диаметром более чем в два раза превышающим
диаметр инструмента. Диапазон ввода от 0 до
99999,9999
U
Вид фрезерования Q351: вид обработки
фрезерованием при M3
+1 = попутное фрезерование
–1 = встречное фрезерование
Пример: NC-кадры
12 CYCL DEF 208 SVERLENIE I
FREZEROVANIE
Q200=2
;BEZOP. RASST.
Q201=-80 ;GLUBINA
Q206=150 ;PODACHA NA VREZANIE
Q334=1.5 ;GLUBINA VREZANIJA
Q203=+100 ;KOORD. POVERHNOSTI
Q204=50 ;2. BEZOP. RASST.
Q335=25 ;NOM. DIAMETR
Q342=0
;PREDV. RASSVERL. DIAM.
Q351=+1 ;TIP FREZER.
X
Z
Q200
Q201
Q203
Q204
Q334
X
Y
Q206
Q335