Ход цикла, Учитывайте при программировании, Ход цикла учитывайте при программировании – Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 55x-05) Cycle programming
Страница 398
398
Циклы измерительных щупов: автоматический контроль заготовки
16.9
ИЗМЕРЕНИЕ
ШИРИНЫ
КАНАВКИ
(
цик
л
425, DIN/ISO:
G425)
16.9 ИЗМЕРЕНИЕ ШИРИНЫ
КАНАВКИ (цикл 425,
DIN/ISO: G425)
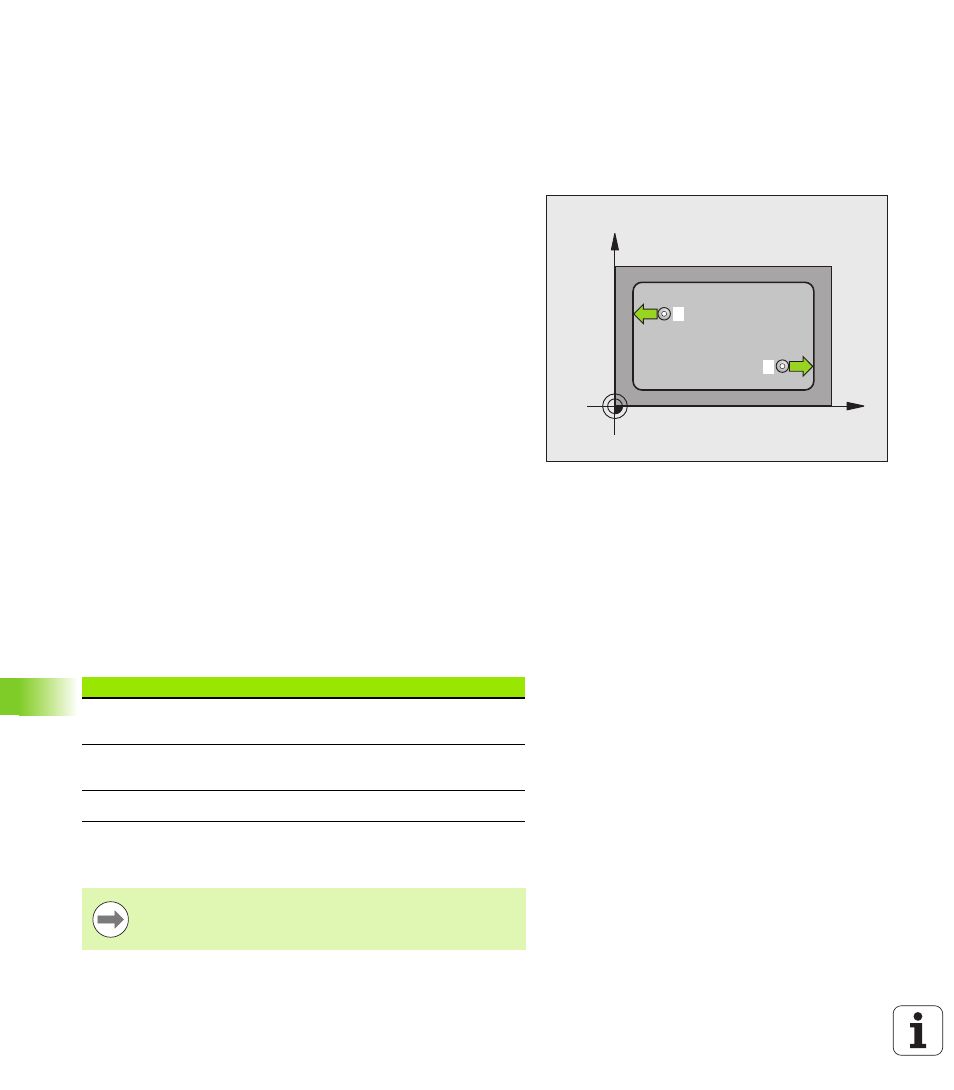
Ход цикла
Цикл измерительного щупа 425 определяет длину и ширину
канавки (кармана). Если в цикле задаются соответствующие
значения допуска, то ЧПУ осуществляет сравнение заданного и
фактического значения и записывает это отклонение в системном
параметре.
1 Система ЧПУ позиционирует измерительный щуп на
ускоренном ходу (значение из колонки FMAX) с помощью
алгоритма позиционирования (смотри „Отработка циклов
измерительного щупа” на странице 287) в точку измерения
1
.
ЧПУ вычисляет точку измерения на основе данных, указанных
в цикле, и безопасного расстояния из колонки SET_UP
таблицы измерительного щупа
2 Затем измерительный щуп перемещается на предварительно
заданную высоту измерения и производит первый
измерительный ход с подачей для измерения (колонка F). 1
Измерение всегда производится в положительном
направлении запрограммированной оси
3 Если вводится смещение для второго измерения, то ЧПУ
перемещает измерительный щуп (при необходимости на
безопасной высоте) к следующей точке измерения
2
и
проводит там второе измерение. При больших заданных
длинах ЧПУ выполняет перемещение ко второй точке
измерения на ускоренной подаче. Если смещение не
вводится, то ЧПУ измеряет ширину непосредственно в
противоположном направлении
4 После чего ЧПУ возвращает измерительный щуп на
безопасную высоту и записывает фактические значения и
отклонение в следующих параметрах Q:
Учитывайте при программировании!
X
Y
1
2
Номер параметра
Значение
Q156
Фактическое значение измеренной
длины
Q157
Фактическое значение положения по
центральной оси
Q166
Отклонение измеренной длины
Перед определением цикла должен быть
запрограммирован вызов инструмента для
определения оси измерительного щупа.