Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 55x-05) Cycle programming
Страница 153
HEIDENHAIN TNC 320
153
5.6
ПР
ЯМО
У
ГО
ЛЬНАЯ
ЦА
ПФ
А
(
цик
л
256, DIN/ISO: G256)
U
Подача фрезерования Q207: скорость
перемещения инструмента при фрезеровании в
мм/мин. Диапазон ввода от 0 до 99999.999 или
через FAUTO, FU, FZ
U
Вид фрезерования Q351: вид обработки
фрезерованием при M3:
+1 = попутное фрезерование
–1 = встречное фрезерование
U
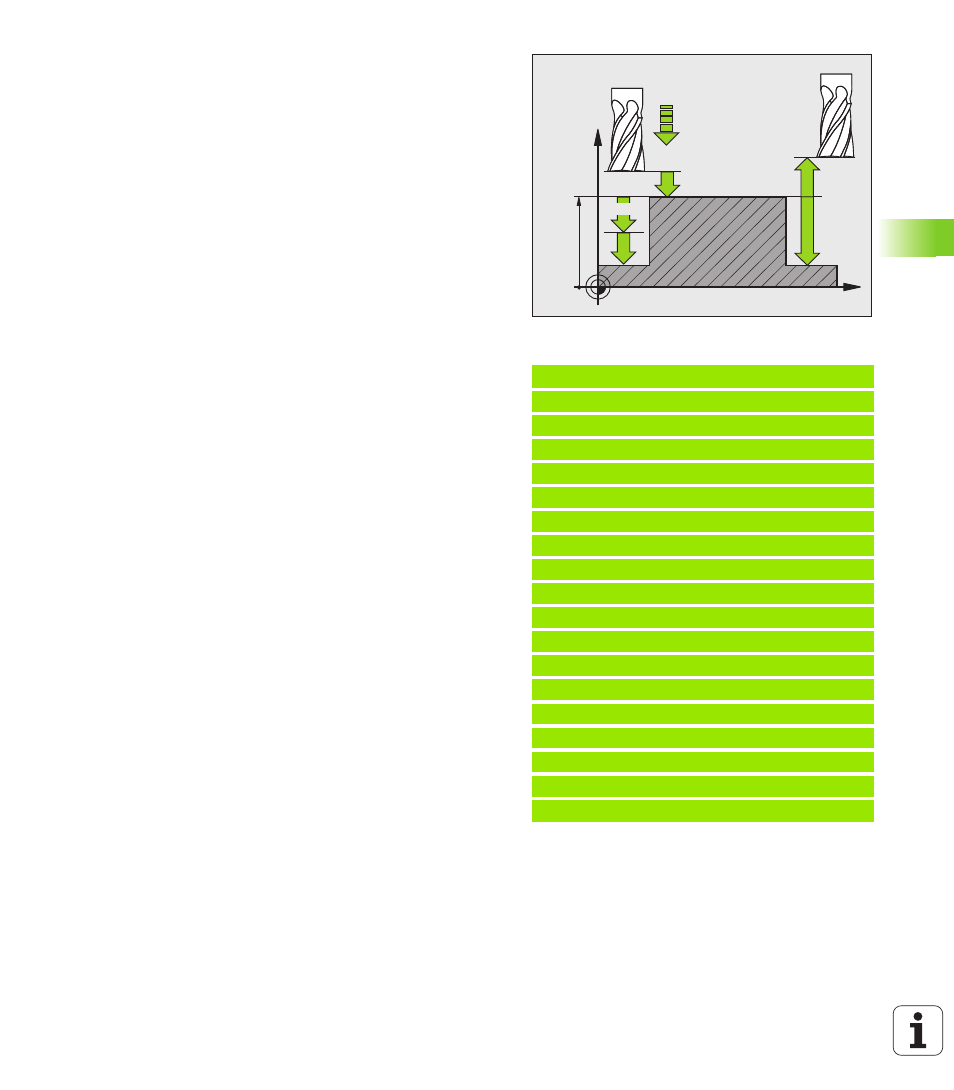
Глубина Q201 (в инкрементах): расстояние от
поверхности заготовки до дна острова. Диапазон
ввода от -99999,9999 до 99999,9999
U
Глубина врезания Q202 (в инкрементах): величина,
на которую инструмент каждый раз производит
врезание; введите значение больше 0. Диапазон
ввода от 0 до 99999,9999
U
Подача при врезании на глубину Q206: скорость
передвижения инструмента при врезании на
глубину в мм/мин. Диапазон ввода от 0 до
99999,999 либо через FMAX, FAUTO, FU, FZ
U
Безопасное расстояние Q200 (в инкрементах):
расстояние между торцевой стороной
инструмента и поверхностью заготовки. Диапазон
ввода от 0 до 99999,9999
U
Координата поверхности заготовки Q203
(абсолютная): абсолютная координата
поверхности заготовки. Диапазон ввода от
-99999,9999 до 99999,9999
U
2-ое безопасное расстояние Q204 (в приращениях):
координата по оси шпинделя, при которой
невозможно столкновение инструмента и
заготовки (зажимного приспособления). Диапазон
ввода от 0 до 99999,9999
U
Коэффициент совмещения траекторий Q370: Q370
x радиус инструмента дает врезание со стороны
боковой поверхности k. Диапазон ввода от 0,1 до
1,9999
Пример: NC-кадры
8 CYCL DEF 256 PRAMOUG. ZAPFA
Q218=60 ;DLINA 1 STORONI
Q424=74 ;RAZMER ZAGOTOVKA 1
Q219=40 ;DLINA 2 STORONI
Q425=60 ;RAZMER ZAGOTOVKA 2
Q220=5
;RADIUS UGLA
Q368=0.2 ;PRIPUSK SBOKU
Q224=+0 ;POVOROT
Q367=0
;POLOZHENIE ZAPFI
Q207=500 ;PODACHA FREZER.
Q351=+1 ;TIP FREZER.
Q201=-20 ;GLUBINA
Q202=5
;GLUBINA VREZANIJA
Q206=150 ;PODACHA NA VREZANIE
Q200=2
;BEZOP. RASST.
Q203=+0 ;KOORD. POVERHNOSTI
Q204=50 ;2. BEZOP. RASST.
Q370=1
;SOVMESHENIE TRAEKTORIJ
9 L X+50 Y+50 R0 FMAX M3 M99
X
Z
Q200
Q201
Q206
Q203
Q204
Q202