Параметры цикла – Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 55x-05) Cycle programming
Страница 164
164
Циклы обработки: определение образцов
6.2
ГР
УППА
ОТВЕР
С
ТИЙ
НА
ОК
Р
У
ЖНОС
ТИ
(
цик
л
G220, DIN/ISO: G220)
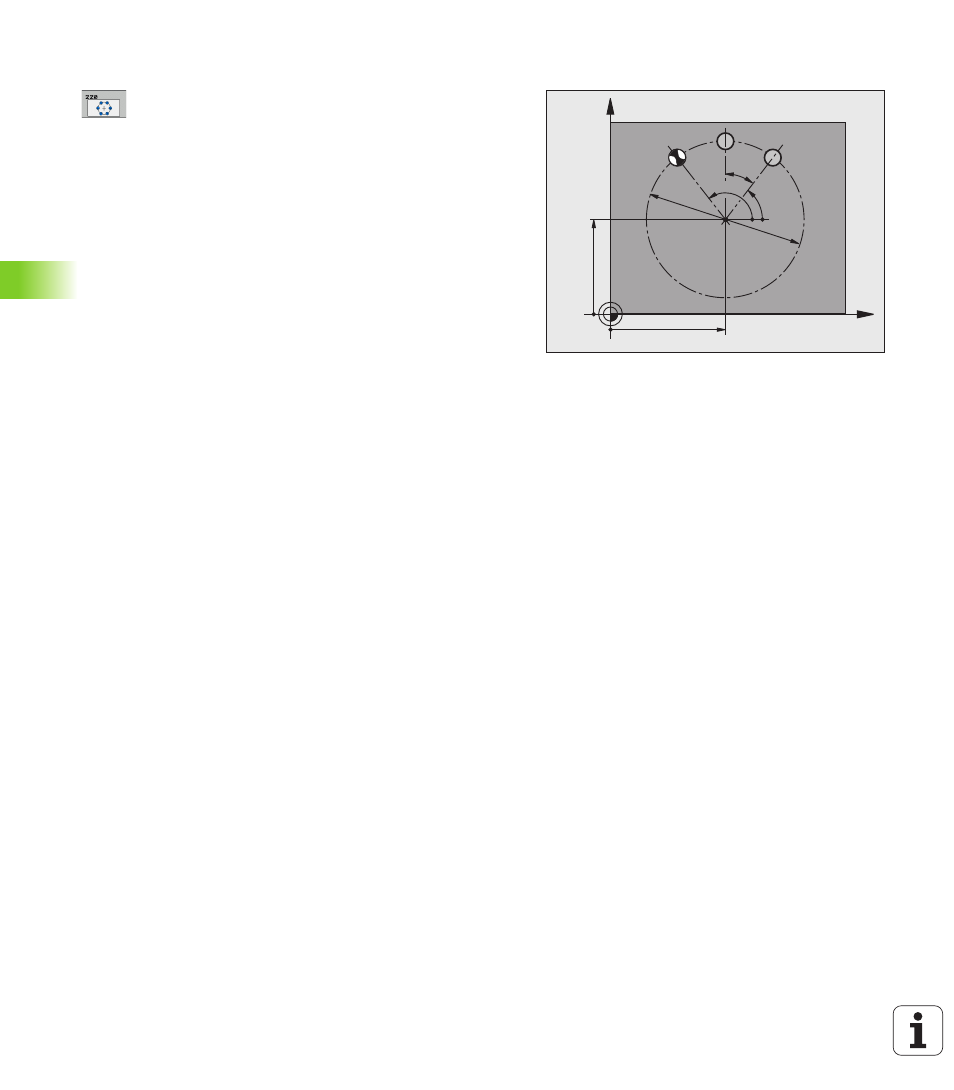
Параметры цикла
U
Центр 1-й оси Q216 (абсолютный): центр сегмента
на главной оси плоскости обработки. Диапазон
ввода от -99999,9999 до 99999,9999
U
Центр 2-й оси Q217 (абсолютный): центр сегмента
на вспомогательной оси плоскости обработки.
Диапазон ввода от -99999,9999 до 99999,9999
U
Диаметр сегмента Q244: диаметр сегмента.
Диапазон ввода от 0 до 99999,9999
U
Угол старта Q245 (абсолютный): угол между
главной осью плоскости обработки и точкой
старта первой обработки на сегменте. Диапазон
ввода от -360,000 до 360,000
U
Конечный угол Q246 (абсолютный): угол между
главной осью плоскости обработки и точкой
старта последней обработки на сегменте (не
действует для полного круга); значение конечного
угла не должно быть равным углу старта; если
значение конечного угла больше значения угла
старта, обработка выполняется против часовой
стрелки; в противном случае обработка
происходит по часовой стрелке Диапазон ввода от
-360,000 до 360,000
U
Шаг угла Q247 (в инкрементах): угол между двумя
обработками на сегменте; если шаг угла равен
нулю, то ЧПУ рассчитывает шаг угла на основании
значений угла старта, конечного угла и количества
проходов; если введено значение шага угла, не
равное нулю, ЧПУ не принимает во внимание
значение конечного угла; знак (+/-) перед
значением шага угла определяет направление
обработки (– = по часовой стрелке) Диапазон
ввода от -360,000 до 360,000
U
Количество проходов Q241: количество
проходов на сегменте. Диапазон ввода от 1 до
99999
X
Y
Q217
Q216
Q247
Q245
Q244 Q246
N = Q241