Параметры цикла – Инструкция по эксплуатации HEIDENHAIN TNC 320 (340 55x-05) Cycle programming
Страница 232
232
Циклы обработки: построчное фрезерование
10.2
ПОС
Т
Р
ОЧНОЕ
ФРЕЗЕР
ОВ
АНИЕ
(
цик
л
230, DIN/ISO: G230)
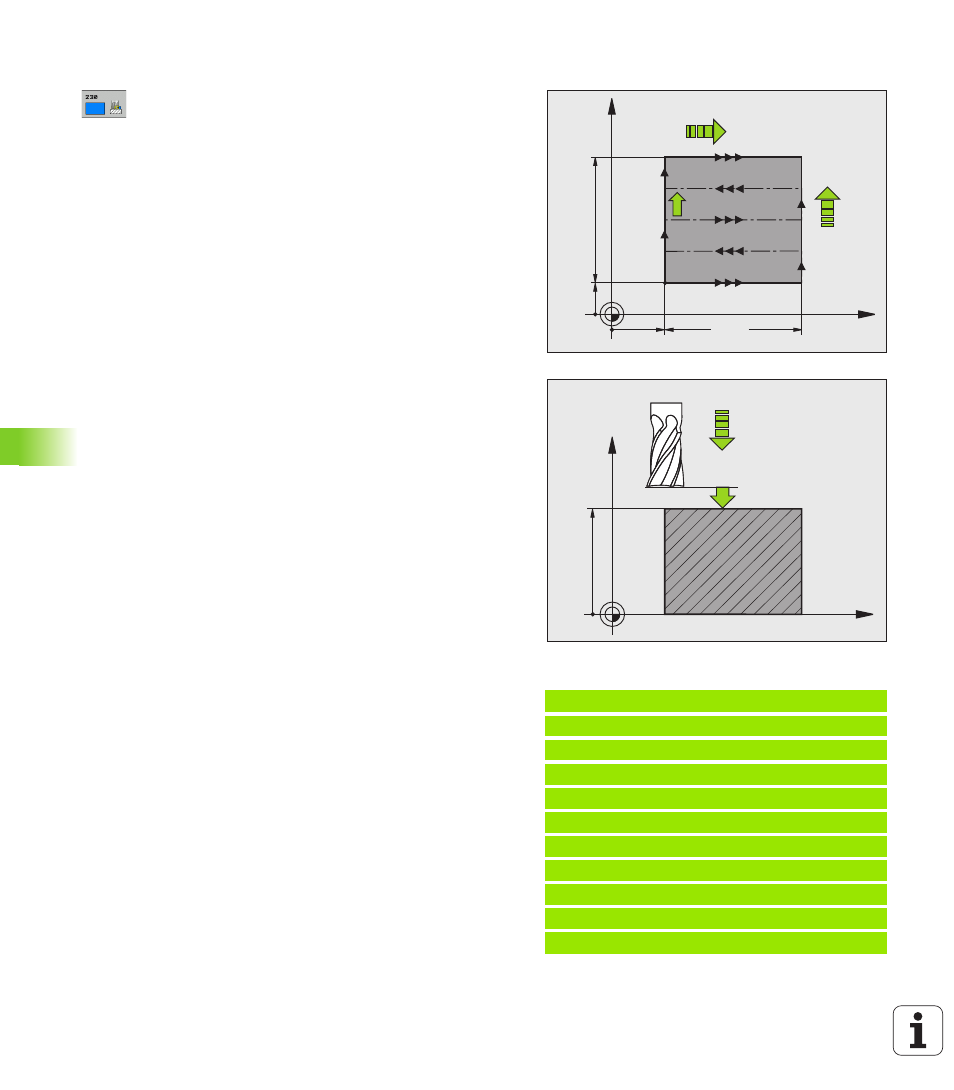
Параметры цикла
U
Начальная точка 1-ой оси Q225 (абсолютная):
координата точки минимума построчно
фрезеруемой поверхности по главной оси
плоскости обработки. Диапазон ввода от
-99999,9999 до 99999,9999
U
Начальная точка 2-ой оси Q226 (абсолютная):
координата точки минимума построчно
фрезеруемой поверхности на вспомогательной
оси плоскости обработки. Диапазон ввода от
-99999,9999 до 99999,9999
U
Начальная точка 3-й оси Q227 (абсолютная):
высота по оси шпинделя, на которой производится
строчное фрезерование. Диапазон ввода от
-99999,9999 до 99999,9999
U
Длина 1-ой стороны Q218 (в инкрементах): длина
построчно фрезеруемой поверхности по главной
оси плоскости обработки, относительно исходной
точки по 1-ой оси. Диапазон ввода от 0 до
99999,9999
U
Длина 2-ой стороны Q219 (в инкрементах): длина
построчно фрезеруемой поверхности по
вспомогательной оси плоскости обработки,
относительно исходной точки по 2-ой оси.
Диапазон ввода от 0 до 99999,9999
U
Количество проходов Q240: количество строк, на
которое ЧПУ должно переместить инструмент по
ширине. Диапазон ввода от 0 до 99999
U
Подача на врезание Q206: скорость движения
инструмента при перемещении с безопасного
расстояния до глубины фрезерования в мм/мин.
Диапазон ввода от 0 до 99999,9999 или с
помощью FAUTO, FU, FZ
U
Подача фрезерования Q207: скорость
перемещения инструмента при фрезеровании в
мм/мин. Диапазон ввода от 0 до 99999,9999 или с
помощью FAUTO, FU, FZ
U
Поперечная подача Q209: скорость движения
инструмента при перемещении на следующую
строку в мм/мин; при программировании
поперечного перемещения по материалу вводите
значение Q209 меньше значения Q207; при
программировании поперечного свободного
перемещения значение Q209 может превышать
значение Q207. Диапазон ввода от 0 до
99999,9999 или через FAUTO, FU, FZ
U
Безопасное расстояние Q200 (в приращениях):
расстояние между вершиной инструмента и
глубиной фрезерования для позиционирования в
начале и конце цикла. Диапазон ввода от 0 до
99999,9999
Пример: NC-кадры
71 CYCL DEF 230 POSTROCHNOE FREZER.
Q225=+10 ;NACH. TOCHKA 1 OSI
Q226=+12 ;NACH. TOCHKA 2 OSI
Q227=+2.5 ;NACH. TOCHKA 3 OSI
Q218=150 ;DLINA 1 STORONI
Q219=75 ;DLINA 2 STORONI
Q240=25 ;CHISLO PROHODOV
Q206=150 ;PODACHA NA VREZANIE
Q207=500 ;PODACHA FREZER.
Q209=200 ;POPER. PODACHA
Q200=2
;BEZOP. RASST.
X
Y
Q226
Q225
Q219
Q218
Q207
Q209
N = Q240
X
Z
Q200
Q227
Q206