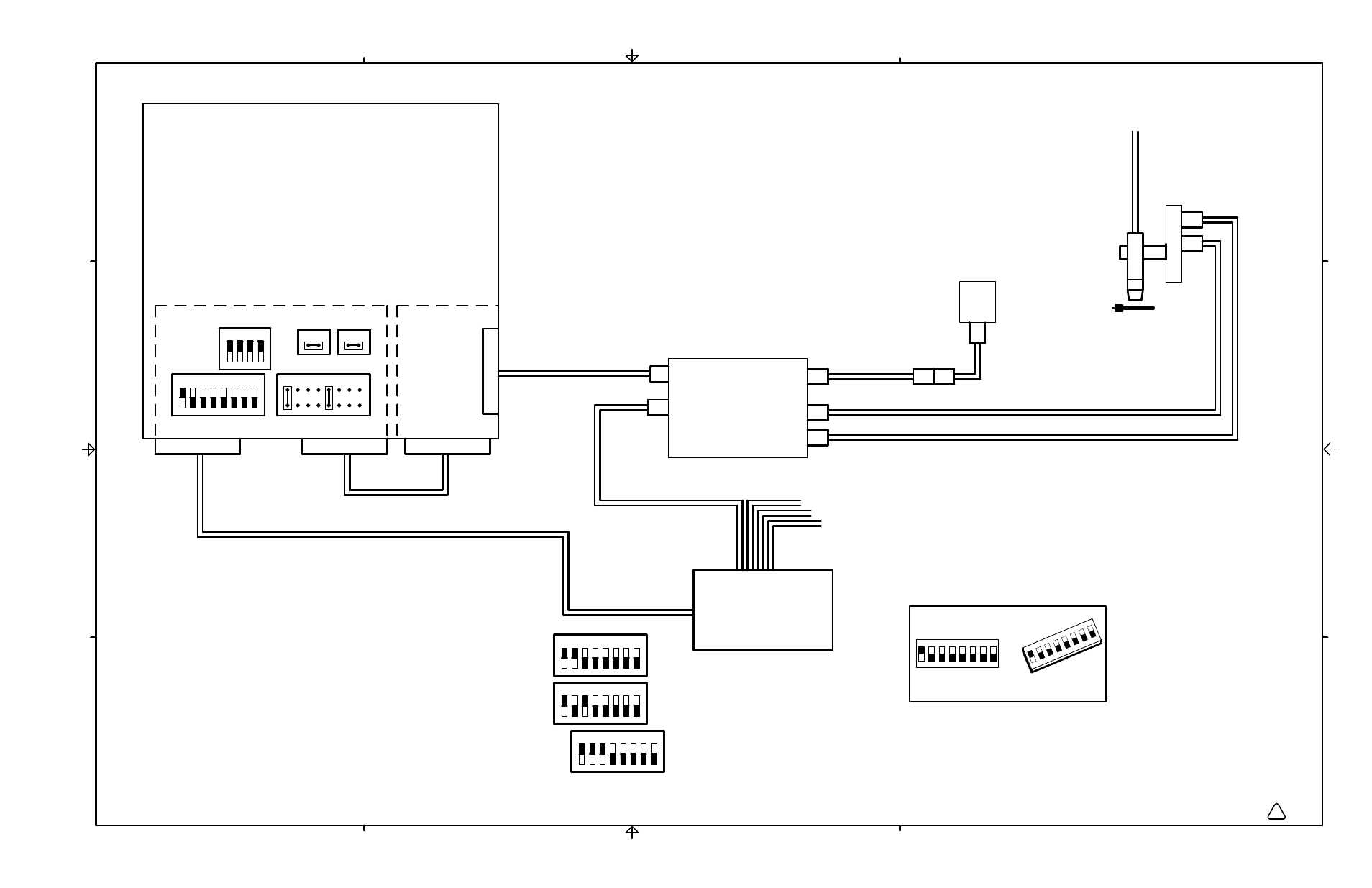
Optional command thc interface, Elec sch:hpr260xd pwr sply w/auto – Инструкция по эксплуатации Hypertherm HPR260XD Auto Gas
Страница 265
7-25
4
3
2
1
1
A
4
3
2
A
B
C
D
B
C
D
Interface
CNC
(Customer Supplied)
041993
CONTROL BOARD
S100
J303
J300B
J300A
CNC Interface Cable
Workpiece
CNC Interface Cable
(Optional Unit)
THC
Command
CNC Interface Cable
Pendant Ext. Cable
(Optional Unit)
Operator
Pendant
Lifter
Torch
(Optional Unit)
Motor Drive Cable
Lifter I/O Interface Cable
J2B
J2A
PLASMA INTERFACE BD
041842
Serial ID
Dipswitch
Jumper Block
Machine Motion
CNC Interface Cable
Command I/O Cable-Second THC
Command I/O Cable-Third THC
Command I/O Cable-Fourth THC
Dipswitch
Serial ID
S100
S100
Dipswitch
Serial ID
S100
Dipswitch
Serial ID
1 2
J106
1 2
J107
Optional Command THC Interface
Torch
Switches 2-8 are in the Off position
Switch 1 is in the On position
1 2 3 4 5 6 7 8
ON
1 2 3 4 5 6 7 8
ON
1 2 3 4 5 6 7 8
ON
1 2 3 4 5 6 7 8
ON
for second system
for third system
for fourth system
1 2 3 4
S101
ON
4
3
2
1
2 3 4
1
Notes:
1) For a single system installation set Serial ID (S100),
Machine Motion (J303), J106 & J107 as shown above.
2) For a two system installation duplicate a second power supply and Command THC
as illustrated for a single system, set Serial ID as shown for the second system.
3) For a three system installation set up as described above, set Serial ID as shown
for the third system.
4) For a four system installation set up as described above, set Serial ID as shown
for the fourth system.
5) All machine interface cables (Pwr. supply-CNC) used for serial communication between
Pwr. supply-CNC will have a common connection node with the CNC.
6) The CNC will need a dedicated I/O port for each Command THC.
7) If a Hypertherm Automation controller is being used, and there are intermittent communication
failures (PS Link Failure), try removing the jumpers on J106 and J107 on the control board,
and the termination jumper (J6 or J8) on the serial isolation board in the controler.
Only remove the termination jumper on the serial isolation board that is connected
to the HPR power supply. See figure on Sheet 19 for details.
HPR PAC
Dry Cutting System
Dipswitch setting example:
S100
1
4
2 3
7
5 6
8
1 2 3 4 5 6 7 8
ON
ELEC SCH:HPR260XD PWR SPLY W/AUTO
A
013378
SHEET 21 OF 22
See Command THC
Manual for internal
Power Supply wiring
ON