Нержавеющая сталь, F5 плазмообразующий / n, Защитный 80 а – Инструкция по эксплуатации Hypertherm HPR260XD Auto Gas
Страница 132: Раскрой, Метрическая си британская си
Эксплуатация
4-40
HPR260XD Auto Gas —
80635J, 2-я редакция
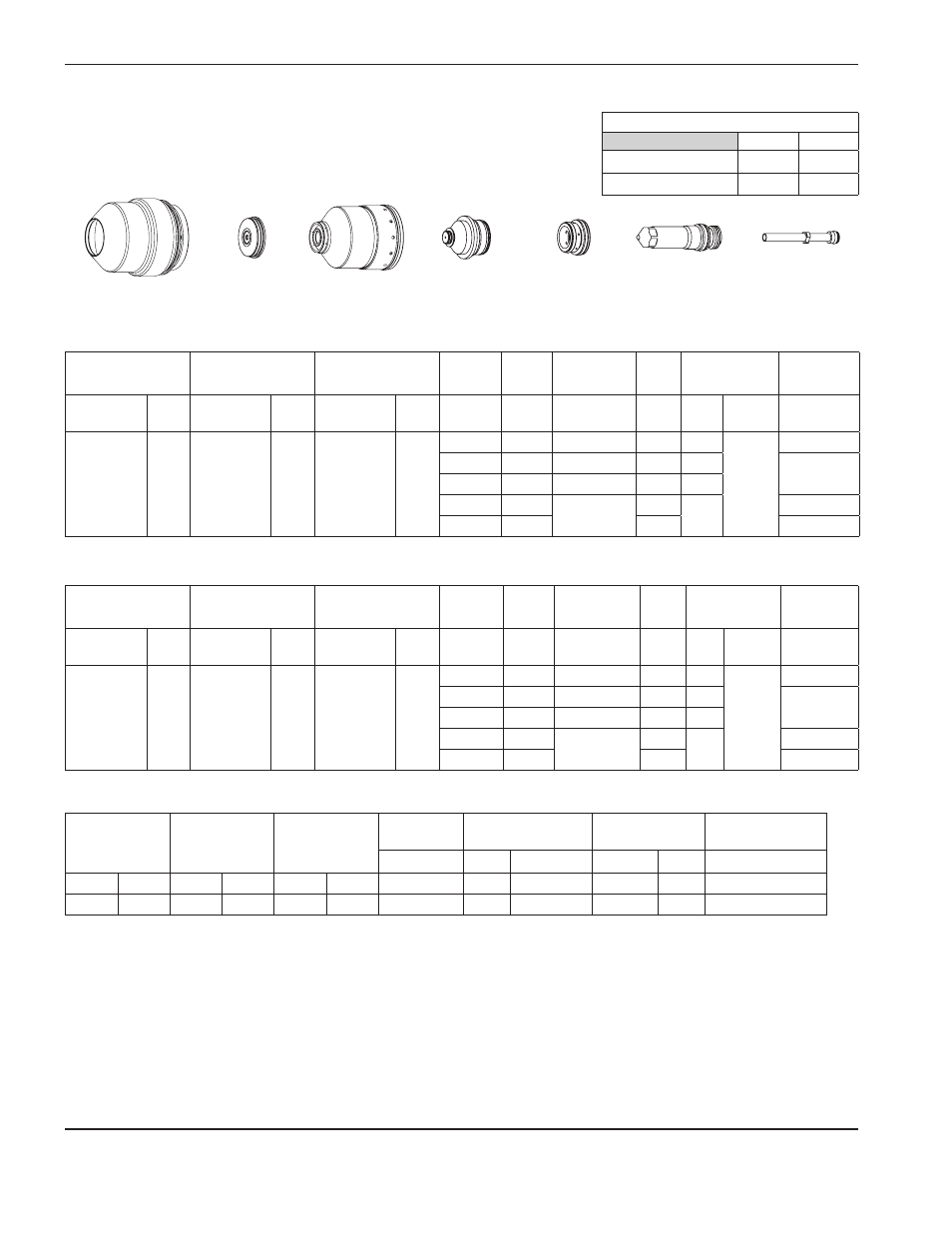
Нержавеющая сталь
F5 плазмообразующий / N
2
защитный
80 А
220338
220747
220339
220755
220179
220337
Раскрой
Скорости потока – л/мин / куб.фут/час
F5
N
2
До возбуждения дуги
0 / 0
67 / 142
При резке
31 / 65
87 / 185
Выбор газов
Установка подачи газа до
возбуждения дуги
Установка подачи газа
при резке
Сила тока
Расстояние между резаком и
изделием
Скорость раскроя
Дуговое напряжение
А
мм
дюймы
мм/мин
дюйм/мин
Вольты
N
2
N
2
10
10
10
10
15
2,5
0.10
6350
250
95
Ar
N
2
50
10
50
10
12
3,0
0.12
2540
100
60
220340
Метрическая СИ
Британская СИ
Выбор газов
Установка подачи газа до
возбуждения дуги
Установка подачи газа при
резке
Толщина
материала
Дуговое
напряжение
Расстояние между
резаком и изделием
Скорость
резки
Исходная высота
прожига
Время задержки
прожига
Плазмообразующий
газ
Защитный
газ
Плазмообразующий
газ
Защитный
газ
Плазмообразующий
газ
Защитный
газ
мм
Вольты
мм
мм/мин
мм
коэффициент,
%
с
F5
N
2
33
23
65
60
4
108
3,0
2180
4,5
150
0,2
5
110
2,7
1700
4,1
0,3
6
112
2,5
1225
3,8
8
116
3,0
895
4,5
0,4
10
120
560
0,5
Выбор газов
Установка подачи газа до
возбуждения дуги
Установка подачи газа при
резке
Толщина
материала
Дуговое
напряжение
Расстояние между
резаком и изделием
Скорость
резки
Исходная высота
прожига
Время задержки
прожига
Плазмообразующий
газ
Защитный
газ
Плазмообразующий
газ
Защитный
газ
Плазмообразующий
газ
Защитный
газ
дюймы
Вольты
дюймы
дюйм/мин дюймы коэффициент,
%
с
F5
N
2
33
23
65
60
0.135
108
0.12
105
0.18
150
0.2
3/16
110
0.11
60
0.17
0.3
1/4
112
0.10
45
0.15
5/16
116
0.12
35
0.18
0.4
3/8
120
25
0.5