Нержавеющая сталь, Плазмообразующий / n, Защитный 130 а – Инструкция по эксплуатации Hypertherm HPR260XD Auto Gas
Страница 133: Раскрой, Метрическая си британская си
Эксплуатация
HPR260XD Auto Gas —
80635J, 2-я редакция
4-41
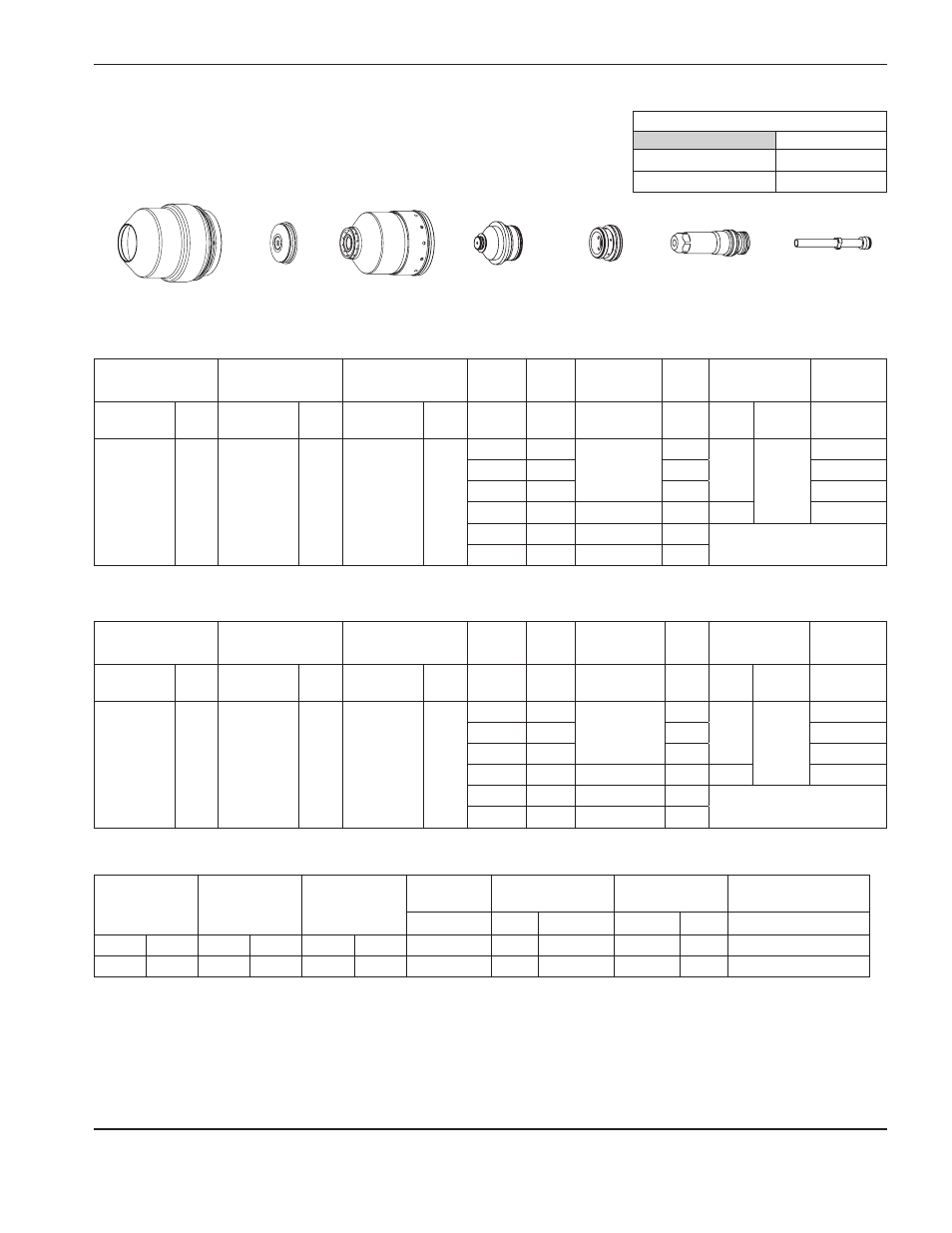
Нержавеющая сталь
N
2
плазмообразующий / N
2
защитный
130 А
220198
220307
220179
220197
220756
Примечание. В ходе этого процесса формируется более шершавая и темная кромка резки с большим
количеством окалины, и кромки резки ближе к перпендикулярным, чем при процессе при
130 А, H35/N
2
.
Раскрой
Скорости потока – л/мин / куб.фут/час
N
2
До возбуждения дуги
97 / 205
При резке
79 / 168
Выбор газов
Установка подачи газа до
возбуждения дуги
Установка подачи газа
при резке
Сила тока
Расстояние между резаком и
изделием
Скорость раскроя
Дуговое напряжение
А
мм
дюймы
мм/мин
дюйм/мин
Вольты
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
140
Ar
N
2
50
10
50
10
15
3,0
0.12
2540
100
75
220747
220340
Метрическая СИ
Британская СИ
Выбор газов
Установка подачи газа до
возбуждения дуги
Установка подачи газа при
резке
Толщина
материала
Дуговое
напряжение
Расстояние между
резаком и изделием
Скорость
резки Исходная высота прожига
Время задержки
прожига
Плазмообразующий
газ
Защитный
газ
Плазмообразующий
газ
Защитный
газ
Плазмообразующий
газ
Защитный
газ
дюймы
Вольты
дюймы
дюйм/мин дюймы коэффициент,
%
с
N
2
N
2
19
51
75
23
1/4
153
0.12
75
0.24
200
0.3
5/16
155
64
0.4
3/8
156
55
0.5
1/2
162
0.14
30
0.28
0.8
5/8
167
0.15
25
Пуск на краю
3/4
176
0.17
15
Выбор газов
Установка подачи газа до
возбуждения дуги
Установка подачи газа при
резке
Толщина
материала
Дуговое
напряжение
Расстояние между
резаком и изделием
Скорость
резки Исходная высота прожига
Время задержки
прожига
Плазмообразующий
газ
Защитный
газ
Плазмообразующий
газ
Защитный
газ
Плазмообразующий
газ
Защитный
газ
мм
Вольты
мм
мм/мин
мм
коэффициент,
%
с
N
2
N
2
19
51
75
23
6
153
3,0
1960
6,0
200
0,3
8
155
1630
0,4
10
156
1300
0,5
12
162
3,5
900
7,0
0,8
15
167
3,8
670
Пуск на краю
20
176
4,3
305