Нержавеющая сталь, H35 плазмообразующий / n, Защитный 200 а – Инструкция по эксплуатации Hypertherm HPR260XD Auto Gas
Страница 140: Метрическая си британская си, Раскрой
Эксплуатация
4-48
HPR260XD Auto Gas —
80635J, 2-я редакция
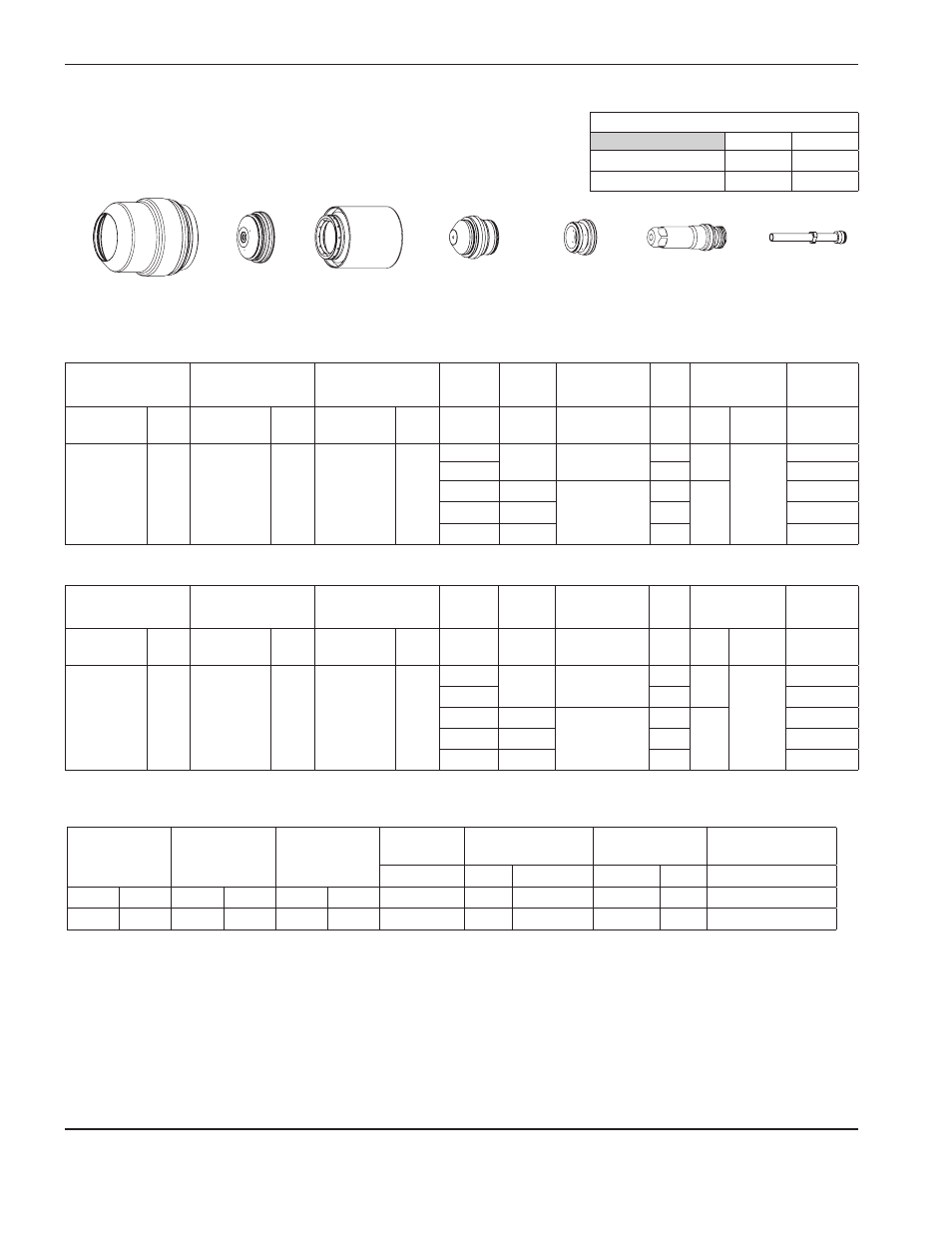
Нержавеющая сталь
H35 плазмообразующий / N
2
защитный
200 А
220762
220307
220758
220342
220343
Метрическая СИ
Британская СИ
Выбор газов
Установка подачи газа до
возбуждения дуги
Установка подачи газа при
резке
Толщина
материала
Дуговое
напряжение
Расстояние между
резаком и изделием
Скорость
резки
Исходная высота
прожига
Время задержки
прожига
Плазмообразующий
газ
Защитный
газ
Плазмообразующий
газ
Защитный
газ
Плазмообразующий
газ
Защитный
газ
мм
Вольты
мм
мм/мин
мм
Коэффициент,
%
Секунды
H35
N
2
17
43
88
52
8
175
9,0
1790
9,0
100
0,4
10
1620
0,5
12
170
7,5
1450
7,5
0,6
15
173
1200
0,7
20
177
820
0,8
Выбор газов
Установка подачи газа до
возбуждения дуги
Установка подачи газа при
резке
Толщина
материала
Дуговое
напряжение
Расстояние между
резаком и изделием
Скорость
резки
Исходная высота
прожига
Время задержки
прожига
Плазмообразующий
газ
Защитный
газ
Плазмообразующий
газ
Защитный
газ
Плазмообразующий
газ
Защитный
газ
дюймы
Вольты
дюймы
дюйм/мин дюймы Коэффициент,
%
Секунды
H35
N
2
17
43
88
52
5/16
175
0.35
70
0.35
100
0.4
3/8
65
0.5
1/2
170
0.30
55
0.30
0.6
5/8
173
45
0.7
3/4
177
35
0.8
Скорости потока – л/мин / куб.фут/час
H35
N
2
До возбуждения дуги
0 / 0
116 / 245
При резке
30 / 63
104 / 220
220637
220340
Раскрой
Выбор газов
Установка подачи газа до
возбуждения дуги
Установка подачи газа
при резке
Сила тока
Расстояние между резаком и
изделием
Скорость раскроя
Дуговое напряжение
А
мм
дюймы
мм/мин
дюйм/мин
Вольты
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
140
Ar
N
2
30
10
30
10
20
3,0
0.12
2540
100
66