Метрическая си, Британская си, Раскрой – Инструкция по эксплуатации Hypertherm HPR260XD Auto Gas
Страница 129: Плазмообразующий / воздух защитный 260 а
Эксплуатация
HPR260XD Auto Gas —
80635J, 2-я редакция
4-37
Выбор газов
Установка подачи газа до
возбуждения дуги
Установка подачи газа при
резке
Минимальный
зазор
Эквивалентная
Толщина
материала
Расстояние между
резаком и изделием
Скорость
резки
Исходная высота
прожига
Время
задержки
прожига
Плазмообразующий
газ
Защитный
газ
Плазмообразующий
газ
Защитный
газ
Плазмообразующий
газ
Защитный
газ
мм
мм
Диапазон, мм
мм/мин
мм коэффициент,
%
с
O
2
Воздух
22
20
74
19
2,0
25
3,6–7,6
1685
9,0
250
0,8
28
4,8–7,6
1445
9,5
200
1,0
32
1135
1,2
38*
895
3,0
44
580
Пуск на краю
50
405
58
290
64
195
Метрическая СИ
Выбор газов
Установка подачи газа до
возбуждения дуги
Установка подачи газа при
резке
Минимальный
зазор
Эквивалентная
Толщина
материала
Расстояние между
резаком и изделием
Скорость
резки
Исходная высота
прожига
Время
задержки
прожига
Плазмообразующий
газ
Защитный
газ
Плазмообразующий
газ
Защитный
газ
Плазмообразующий
газ
Защитный
газ
дюймы
дюймы
Диапазон, дюйм
дюйм/мин дюймы коэффициент,
%
с
O
2
Воздух
22
20
74
19
0.08
1
0.14–0.30
65
0.35
250
0.8
1-1/8
0.19–0.30
55
0.38
200
1.0
1-1/4
45
1.2
1-1/2*
35
3.0
1-3/4
22
Пуск на краю
2
15
2-1/4
12
2-1/2
8
Британская СИ
Выбор газов
Установка подачи газа до
возбуждения дуги
Установка подачи газа
при резке
Сила тока
Расстояние между резаком и
изделием
Скорость раскроя
Дуговое напряжение
А
мм
дюймы
мм/мин
дюйм/мин
Вольты
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
122
Ar
Воздух
30
10
30
10
24
3,0
0.12
2540
100
62
Раскрой
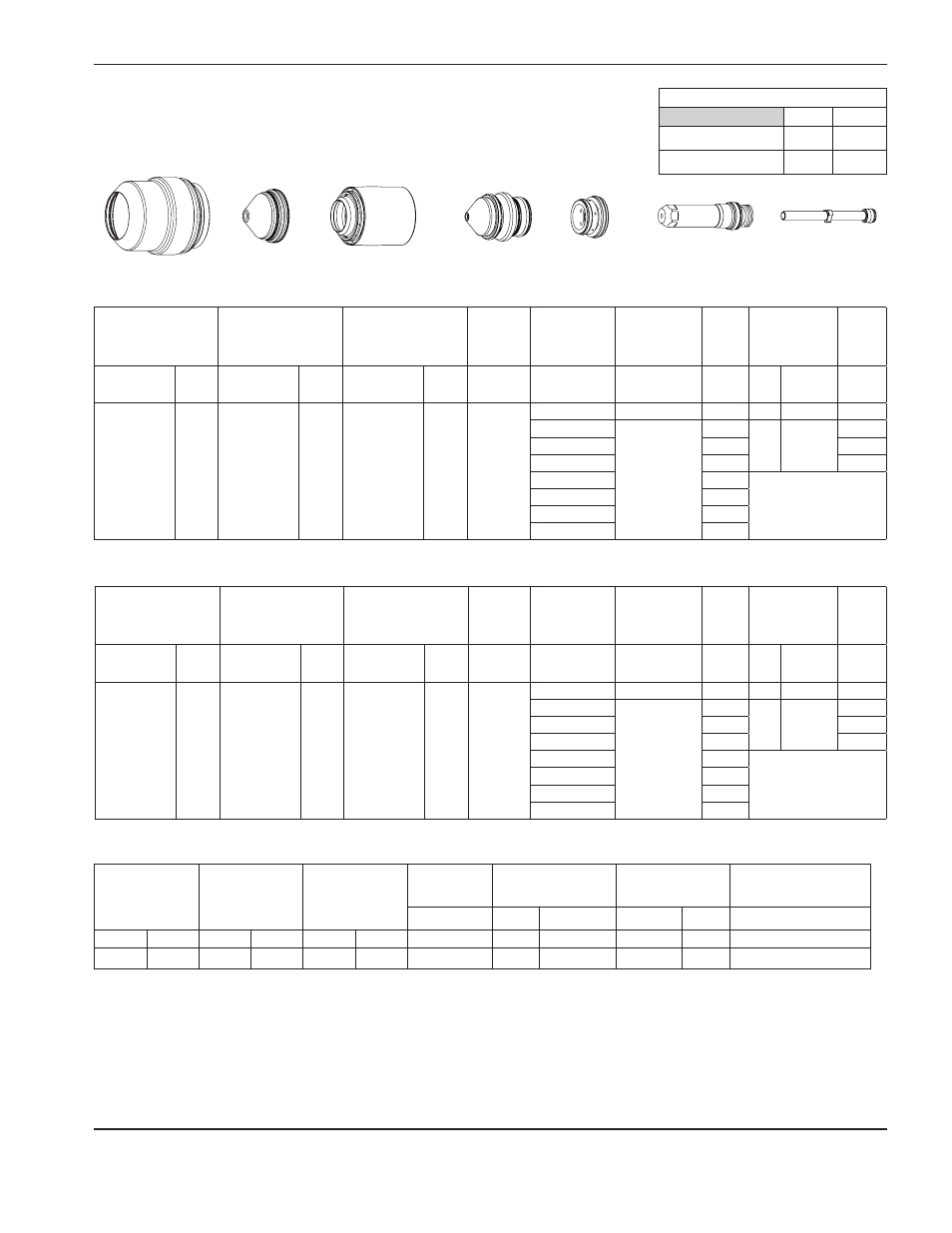
Косой срез на низкоуглеродистой стали (альтернативный)
прожиг металла большой толщины
O
2
плазмообразующий / Воздух защитный
260 А
220897
220637
220899
220896
220436
220898
220571
Скорости потока – л/мин / куб.фут/час
O
2
Воздух
До возбуждения дуги 0 / 0 85 / 180
При резке
47 / 99 54 / 115
Указанные на этой странице расходные детали предназначены для прожига металла большой толщины. Их рекомендуется
использовать, если возникают проблемы с чрезмерным выгаром защитного колпачка или с пропусками зажигания резака
при использовании стандартных расходных деталей для косого среза.
При использовании процесса прожига металла большой толщины возможно сокращение срока службы расходных деталей на 20 %.
* Рекомендации для прожига низкоуглеродистой стали толщиной 38 мм:
1. Включите подачу газа до возбуждения дуги в ходе работы датчика исходной высоты.
2. Воспользуйтесь силой заклинивания в ходе работы датчика исходной высоты.
3. При прожиге использовать сигнал окончания прожига