Параметры цикла – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-06) Cycle programming
Страница 191
HEIDENHAIN iTNC 530
191
7.4
ДАННЫЕ
КОНТУР
А
(
цик
л
20, DIN/ISO: G120)
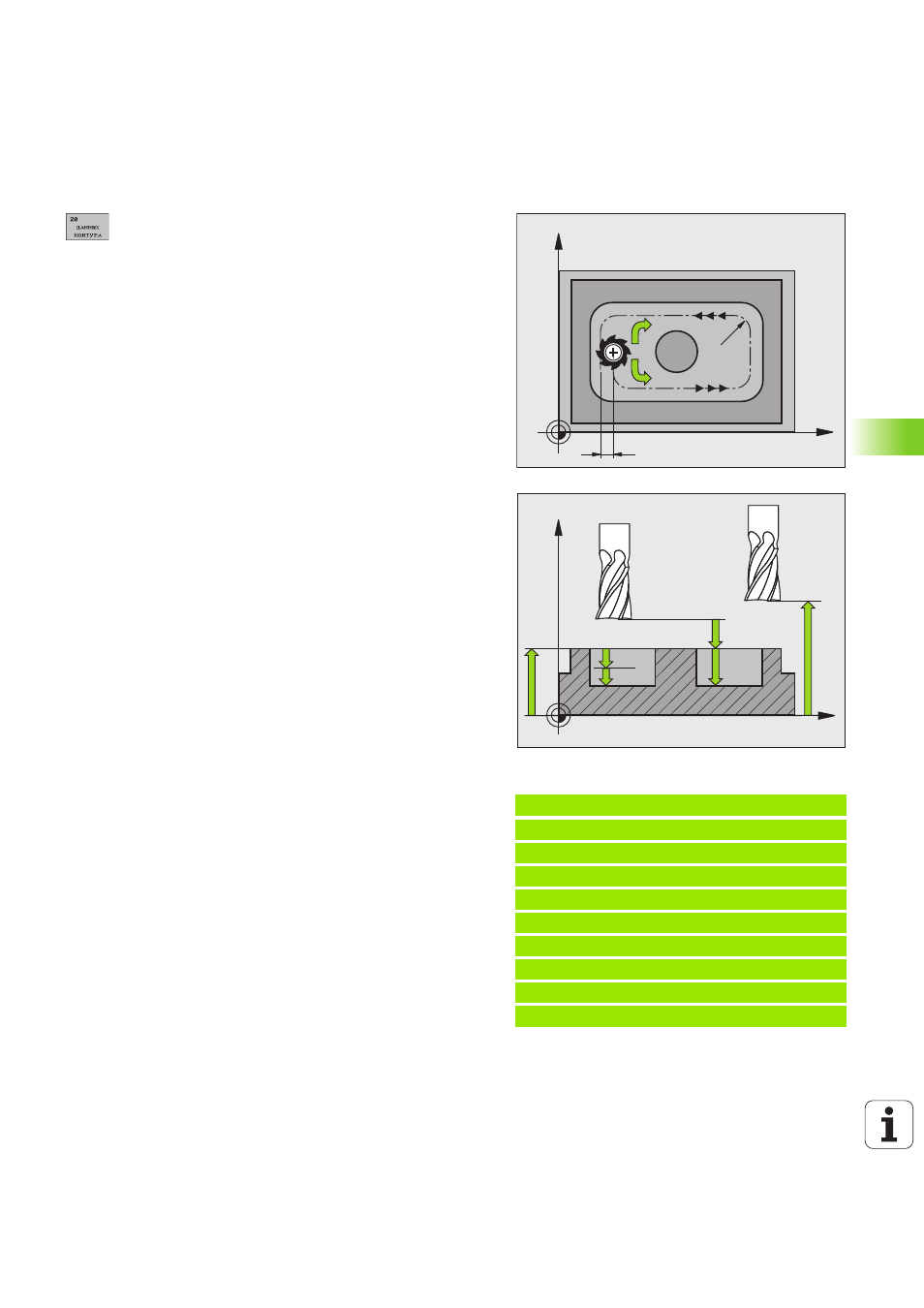
Параметры цикла
U
Глубина фрезерования Q1 (в инкрементах):
расстояние от поверхности заготовки до дна
кармана. Диапазон ввода от -99999,9999 до
99999,9999
U
Перекрытие траектории коэффициент Q2: Q2 x
радиус инструмента дает врезание со стороны
боковой поверхности k. Диапазон ввода -от 0,0001
до 1,9999
U
Припуск на чистовую обработку боковой
поверхности Q3 (в инкрементах): припуск на
чистовую обработку в плоскости обработки.
Диапазон ввода -от 99999,9999 до 99999,9999
U
Припуск на чистовую обработку на глубине Q4 (в
инкрементах): припуск на чистовую обработку дна.
Диапазон ввода от -99999,9999 до 99999,9999
U
Координата поверхности заготовки Q5
(абсолютная): абсолютная координата
поверхности заготовки. Диапазон ввода от
-99999,9999 до 99999,9999
U
Безопасное расстояние Q6 (в инкрементах):
расстояние между торцевой стороной
инструмента и поверхностью заготовки. Диапазон
ввода от 0 до 99999,9999 или через PREDEF
U
Безопасная высота Q7 (абсолютная): абсолютная
высота, на которой невозможно столкновение с
заготовкой (для промежуточного
позиционирования и возврата в конце цикла)
Диапазон ввода от -99999,9999 до 99999,9999 или
через PREDEF
U
Радиус внутреннего скругления Q8: радиус
скругления внутренних “углов”; заданное значение
связано с траекторией центра инструмента и
исользуется для плавных переходов между
элементами контура. Q8 не является радиусом,
т.к. система ЧПУ добавляет его в качестве
отдельного элемента контура между
запрограммированными элементами!
Диапазон ввода 0 до 99999,9999
U
Направление вращения? Q9: направление
обработки карманов
Q9 = -1 встречная обработка карманов и
островов
Q9 = +1 попутная обработка карманов и
островов
Альтернативно PREDEF
Во время прерывания программы можно проверить параметры
обработки или изменить их.
Пример: NC-кадры
57 CYCL DEF 20 ДАННЫЕ КОНТУРА
Q1=-20
;ГЛУБИНА ФРЕЗ.
Q2=1
;ПЕРЕКР.ТРАЕКТОРИИ
Q3=+0.2
;ПРИПУСК СБОКУ
Q4=+0.1
;ПРИПУСК НА ГЛУБИНЕ
Q5=+30
;КООРД. ПОВЕРХНОСТИ
Q6=2
;БЕЗОП. РАССТ.
Q7=+80
;БЕЗОП. ВЫСОТА
Q8=0.5
;РАДИУС СКРУГЛЕНИЯ
Q9=+1
;НАПР. ВРАЩЕНИЯ
X
Y
k
Q9=+1
Q8
Q9=1
X
Z
Q6
Q7
Q1
Q10
Q5