6 прямоугольная цапфа (цикл 256, din/iso: g256), Ход цикла, Смотри – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-06) Cycle programming
Страница 160: Прямоугольная цапфа (цикл 256, din/iso: g256)” на, Странице 160)
160
Циклы обработки: фрезерование карманов / цапф / канавок
5.6
ПР
ЯМО
У
ГО
ЛЬНАЯ
ЦА
ПФ
А
(
цик
л
256, DIN/ISO: G256)
5.6 ПРЯМОУГОЛЬНАЯ ЦАПФА
(цикл 256, DIN/ISO: G256)
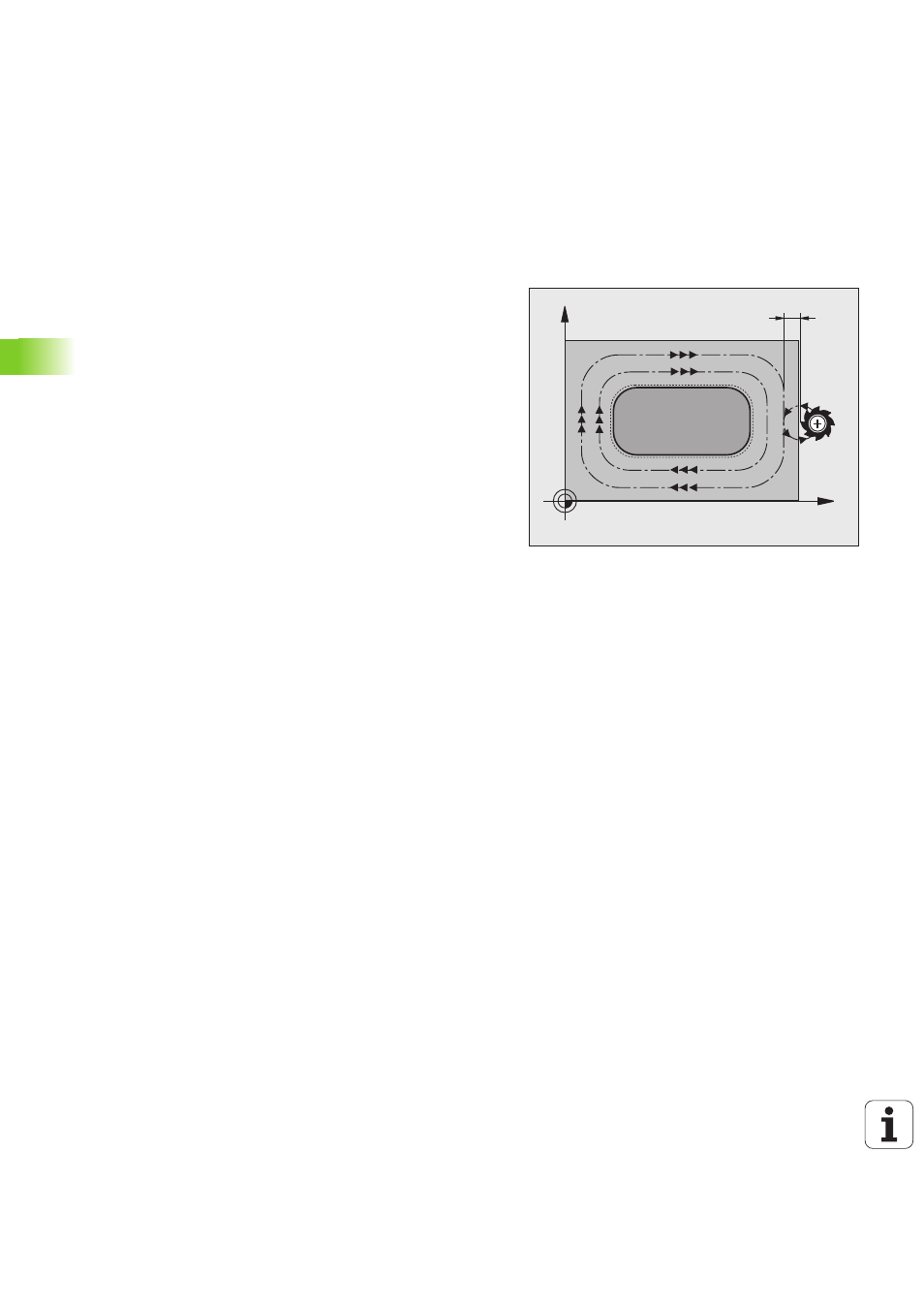
Ход цикла
С помощью цикла Прямоугольная цапфа 256 можно полностью
обрабатать прямоугольную цапфу. Если размер заготовки
больше максимального врезания со стороны, тогда ЧПУ
выполняет несколько врезаний со стороны вплоть до достижения
размера готовой детали.
1 Инструмент перемещается от позиции старта цикла (центр
цапфы) в положительном направлении оси X в позицию старта
обработки цапфы. Начальная позиция находится на
расстоянии 2 мм справа от заготовки цапфы
2 Если инструмент находится на 2-м безопасном расстоянии,
система ЧПУ производит перемещение на ускоренном ходу
FMAX на безопасное расстояние и оттуда со скоростью
подачи на врезание перемещается на первую глубину
врезания
3 Затем инструмент перемещается по касательной к контуру
цапфы, выполняя попутное фрезерование витка.
4 Если заданный размер цапфы нельзя достичь одним
проходом, ЧПУ возвращает инструмент на текущую глубину
врезания сбоку и фрезерует еще один виток. Система ЧПУ
учитывает при этом размер заготовки, размер готовой детали
и допустимое врезание со стороны. Эта операция повторяется
до тех пор, пока не будет достигнут определенный размер
готовой детали
5 Если заданы другие врезания, то инструмент возвращается в
точку старта обработки по касательной к контуру
6 Затем инструмент перемещается на следующую глубину
врезания и обрабатывает цапфу на этой глубине
7 Эта операция повторяется до тех пор, пока не будет
достигнута запрограммированная глубина
8 В конце цикла система ЧПУ позиционирует инструмент на
безопасную высоту по оси инструмента, заданную в цикле.
Таким образом конечная позиция не совпадает с начальной
X
Y
2mm