8 цик л ы для фрез еров ания пов ер х но стей – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-01)
Страница 430
430
8 Программирование: Циклы
8.8
Цик
л
ы
для
фрез
еров
ания
пов
ер
х
но
стей
8
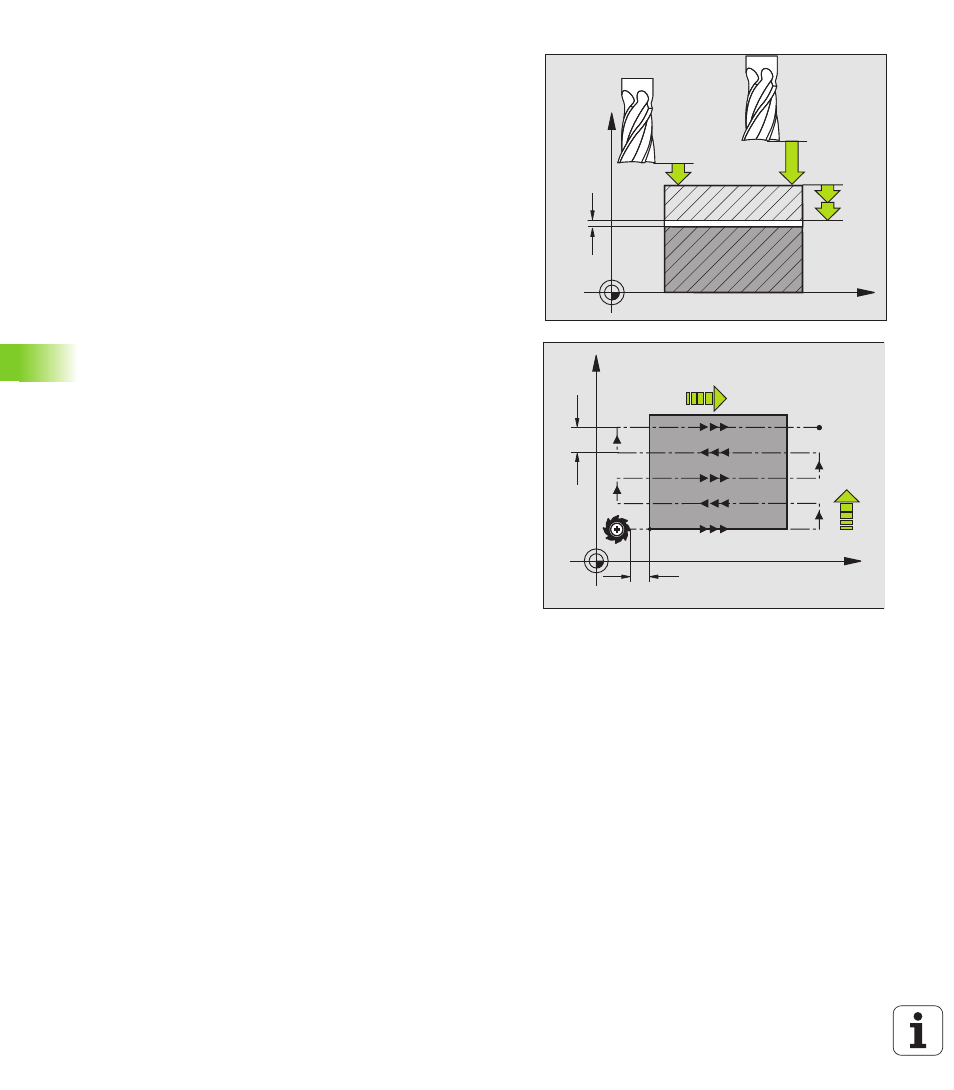
Максимальная лубина подвода Q202
(инкрементно): Размер, на который инструмент
каждый раз максимально подводится. УЧПУ
рассчитывает действительную глубину подвода
из разницы между конечной точкой и точкой
старта на оси инструментов – при учете припуска
на чистовую обработку – так, что обработка
осуществляется всегда с теми же самыми
глубинами подвода
8
Припуск на чистовую обработку на глубине
Q369 (инкрементно): Значение, с которым
последний подвод должен выполняться
8
Макс. коэфицент наложения траектории Q370:
Максимальный подвод со стороны k. УЧПУ
расчитывает действительный подвод из 2. длины
бока (Q219) и радиуса инструмента так, что всегда
обработка выполняется с константными боковым
подводом. Если оператор записал в таблицы
инструментов радиус R2 (нпр. радиус пластинок
при использовании режущей головки), УЧПУ
уменьшает соответственно боковой подвод
8
Подача фезерования Q207: Скорость
перемещения инструмента при сверлении в мм/
мин
8
Подача чистовая обработка Q385: Скорость
перемещения инструмента при фрезеровании
последним подводом в мм/мин
8
Подача предпозиционирования Q253: Скорость
перемещения инструмента при подводе к позиции
старта и при движении на следующую строку в мм/
мин; если перемещаемся поперечно в материале
(Q389=1), то УЧПУ осуществляет поперечный
подвод с подачей фрезерования Q207
X
Z
Q202
Q200
Q204
Q369
X
Y
Q357
Q253
Q207
k