2 данные инстр умента, Радиус инструмента r, Значения дельта для длины и радиуса – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-01)
Страница 147: Данные инструментов ввести в программу
HEIDENHAIN iTNC 530
147
5.2
Данные
инстр
умента
Радиус инструмента R
Радиус инструмента R вводите непосредственно.
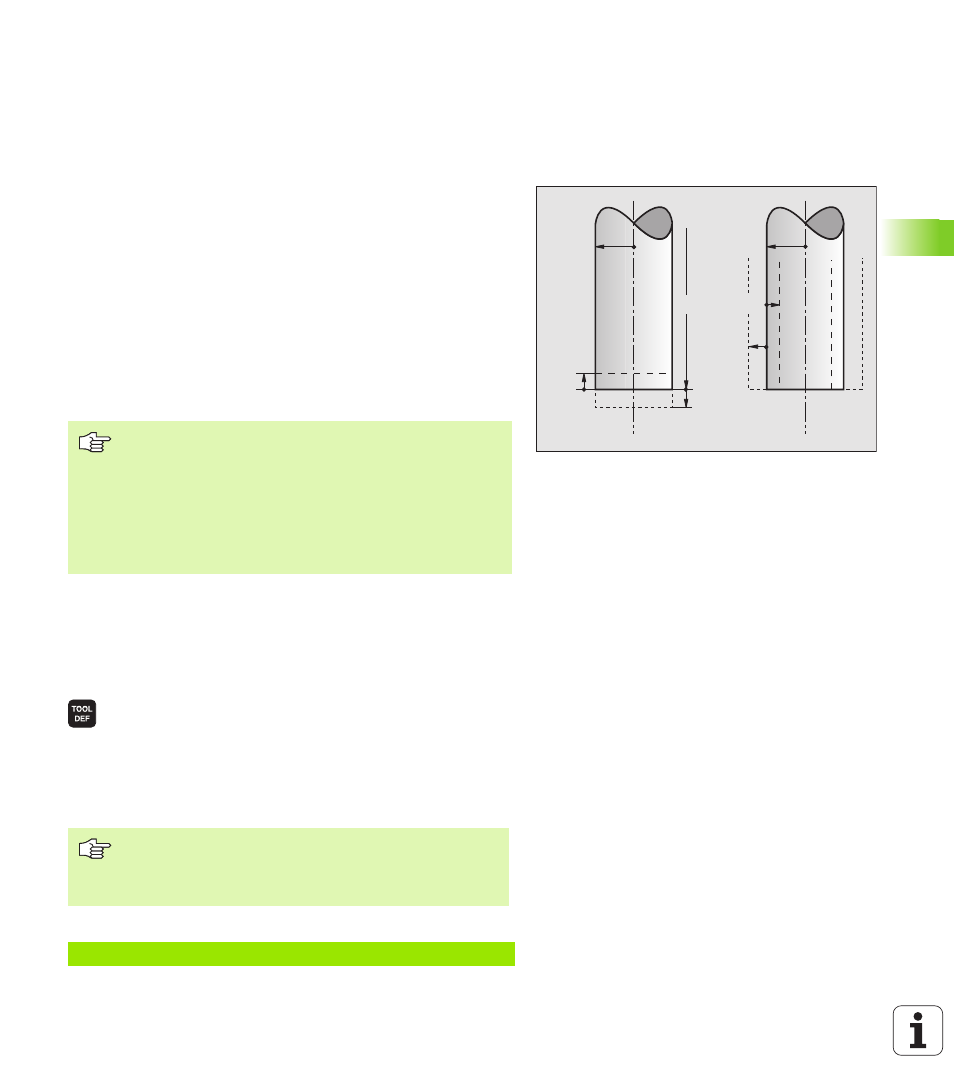
Значения дельта для длины и радиуса
Значения дельта обозначают отклонения для длины и радиуса
инструментов.
Положительное значение дельта означает припуск (DL, DR,
DR2>0). В случае обработки с припуском вводите значение для
припуска при программировании вызова инструмента с TOOL
CALL.
Отрицательное значение дельта означает заниженной размер
(DL, DR, DR2<0). Заниженный размер вводится в табилцу
инструментов для износа инструмента.
Значения дельта вводите в виде чисел, в записи TOOL CALL
можете передать это значение также с помощью Q-параметра.
Пределы ввода: Значения дельта могут составлять максимально
± 99,999 мм.
Данные инструментов ввести в программу
Номер, длину и радиус для определённого инструмента
назначаете в программе обработки один раз в записи TOOL DEF:
8
Выбор определения инструмента: Нажать клавишу TOOL DEF
8
Номер инструмента: С помощью номера
инструмента однозначно обозначить инструмент
8
Длина инструмента: Значения коррекции для
длины
8
Радиус инструмента: Значение коррекции для
радиуса
Пример
Значения дельта из таблицы инструментов влияют на
графическое изображение инструмента.
Изображение обрабатываемой детали при
моделировании не изменяется.
Значения дельта из TOOL CALL-блока изменяют при
моделировании изображемую величину
обрабатываемой детали. Моделированная
величина инструмента не изменяется.
DR<0
DR>0
DL<0
R
DL>0
L
R
Во время диалога можете включить значение для
длины и радиуса непосредственно в поле диалога. Во
время диалога можете включить значение для длины
и радиуса непосредственно в поле диалога.
4 TOOL DEF 5 L+10 R+5