Коррекция радиуса инструмента, 3 коррекция инстр умента – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-01)
Страница 163
HEIDENHAIN iTNC 530
163
5.3
Коррекция
инстр
умента
Коррекция радиуса инструмента
Предложение программы для движения инструмента содержит
RL или RR для коррекции радиуса
R+ или R–, для коррекции радиуса в случае перемещения
параллельного к оси
R0, если не должна производиться коррекция радиуса
Коррекция радиуса действует, как только будет вызван
инструмент и будет перемещаться с помощью записи прямых на
плоскости обработки с RL или RR.
При коррекции длины учитываются так значения дельта из TOOL
CALL-записи как и из таблицы инструментов:
Значение коррекции = R + DR
TOOL CALL
+ DR
TAB
с
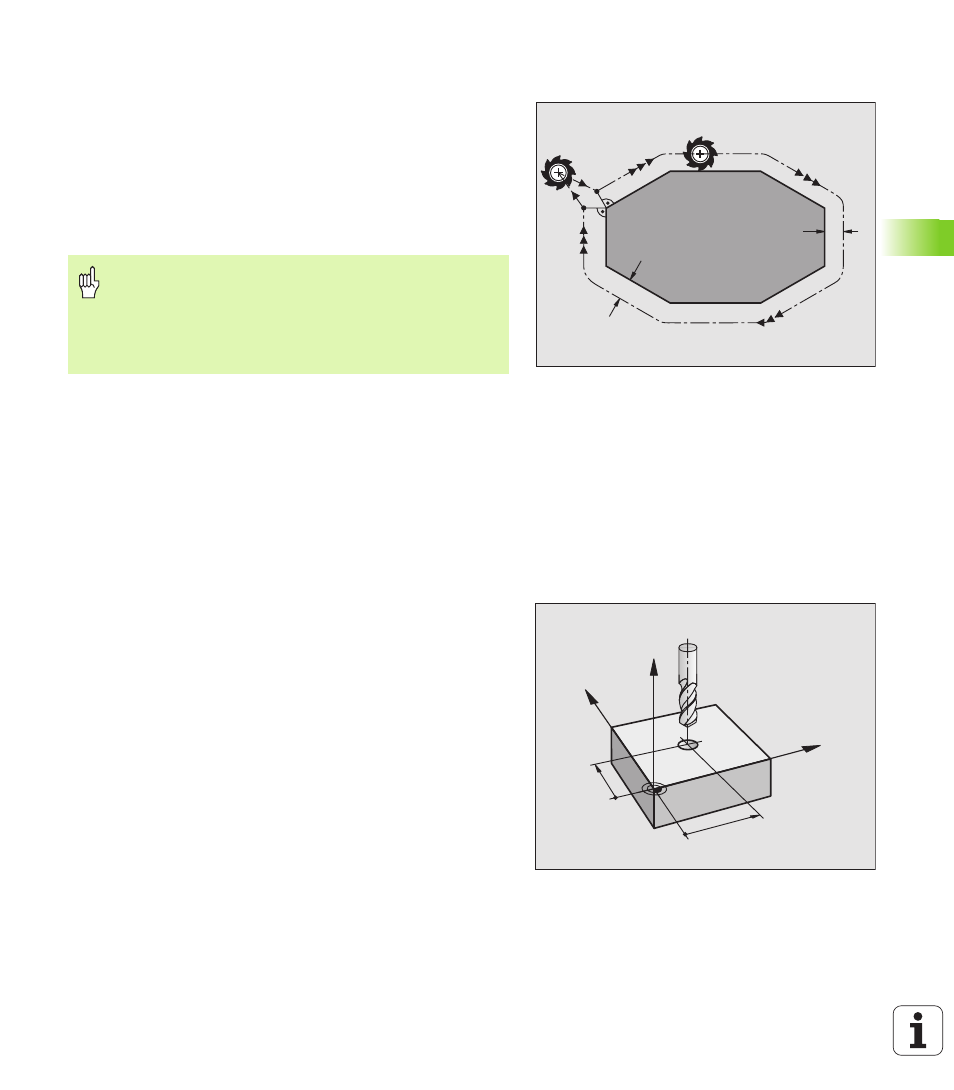
Движения по контуру без коррекции радиуса: R0
Инструмент перемещается на плоскости обработки с своим
центром по программированной траектории, или на
программированные координаты.
Применение: Сверление, предпозиционирование. .
УЧПУ снимает коррекцию радиуса, если Вы:
программируете запись прямых с R0
покидаете контур с помощью функции DEP
программируете PGM CALL
выбираете новую программу с PGM MGT
R:
Радиус инструмента R из TOOL DEF-записи или
таблицы инструментов
DR
TOOL CALL
: Припуск DR для радиуса из TOOL CALL-записи
(не учитывается в индикации положения)
DR
TAB:
Припуск DR для радиуса из таблицы
инструментов
R
R
R0
RL
Y
X
Z
X
Y