Структура программы – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-04)
Страница 54
Первые шаги в работе с TNC 640
1.3
Программирование первой части
1
54
TNC 640 | Руководство пользователя "Диалог открытым текстом HEIDENHAIN" | 8/2014
Структура программы
Программа обработки должна по возможности всегда иметь
одинаковую структуру. Благодаря этому повышается качество
обзора, ускоряется процесс программирования и уменьшается
риск появления источников ошибок.
Рекомендуемая структура программы в условиях простой,
стандартной обработки контуров
1 Вызов инструмента, определение оси инструмента
2 Отвод инструмента
3 Предварительное позиционирование в плоскости обработки
вблизи начальной точки контура
4 Предварительное позиционирование по оси инструмента над
заготовкой или на ее уровне на глубине; при необходимости
включение шпинделя/СОЖ
5 Вход в контур
6 Обработка контура
7 Выход из контура
8 Вывод инструмента из материала, конец программы
Подробная информация по данной теме
Программирование контура: смотри "Перемещения
инструмента в программе"
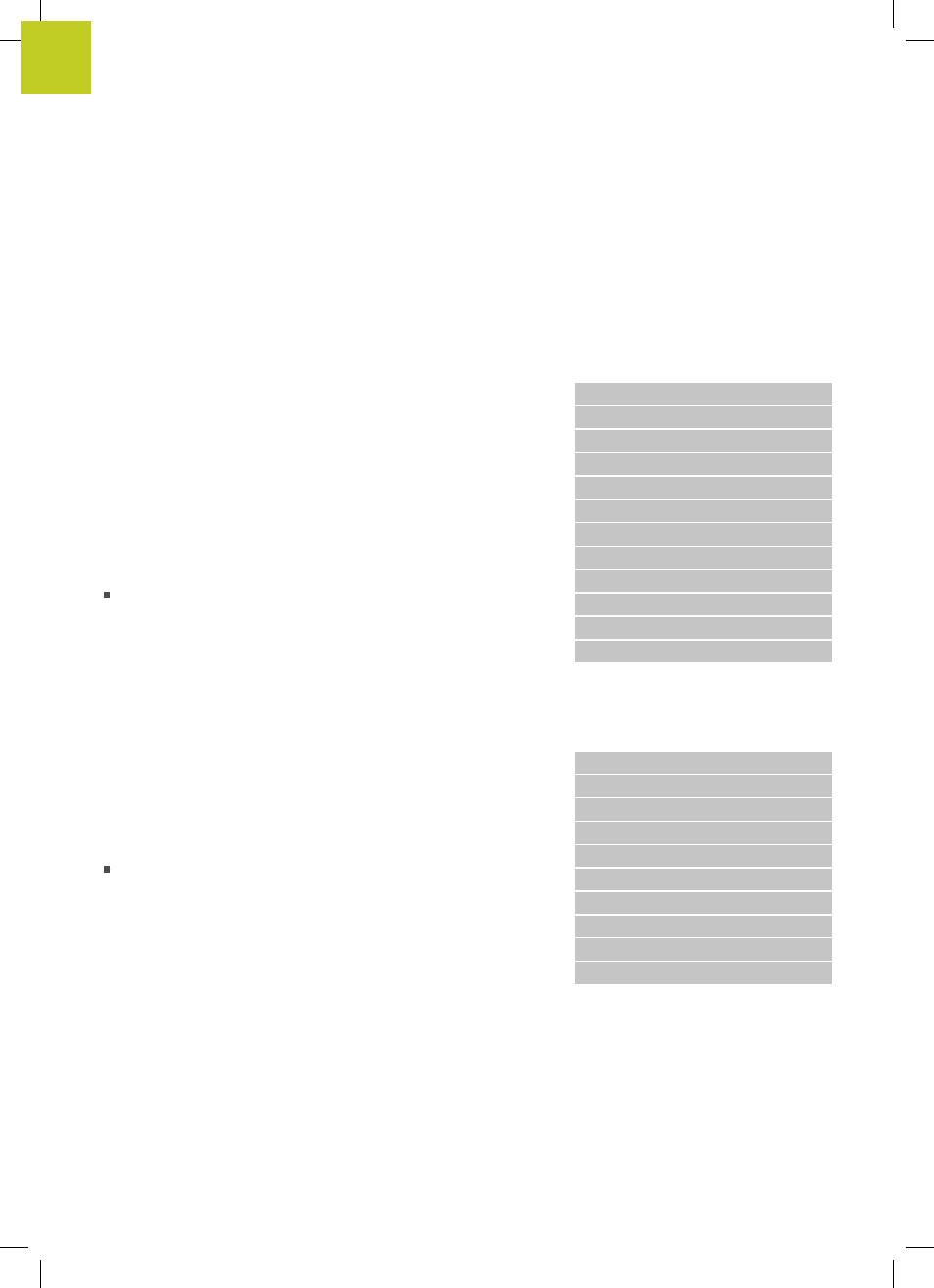
Структура программы,
программирование контуров
0 BEGIN PGM BSPCONT MM
1 BLK FORM 0.1 Z X... Y... Z...
2 BLK FORM 0.2 X... Y... Z...
3 TOOL CALL 5 Z S5000
4 L Z+250 R0 FMAX
5 L X... Y... R0 FMAX
6 L Z+10 R0 F3000 M13
7 APPR ... RL F500
...
16 DEP ... X... Y... F3000 M9
17 L Z+250 R0 FMAX M2
18 END PGM BSPCONT MM
Рекомендуемая структура программы для простых программ
циклов
1 Вызов инструмента, определение оси инструмента
2 Вывод инструмента из материала
3 Определение позиций обработки
4 Определение цикла обработки
5 Вызов цикла, включение шпинделя/СОЖ
6 Вывод инструмента из материала, конец программы
Подробная информация по данной теме
Программирование циклов: см. руководство пользователя
"Циклы"
Структура программы,
программирование циклов
0 BEGIN PGM BSBCYC MM
1 BLK FORM 0.1 Z X... Y... Z...
2 BLK FORM 0.2 X... Y... Z...
3 TOOL CALL 5 Z S5000
4 L Z+250 R0 FMAX
5 PATTERN DEF POS1( X... Y... Z... ) ...
6 CYCL DEF...
7 CYCL CALL PAT FMAX M13
8 L Z+250 R0 FMAX M2
9 END PGM BSBCYC MM