2 основная информация о функциях траекторий, Основная информация о функциях траекторий – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-04)
Страница 206
Программирование: программирование контуров
6.2
Основная информация о функциях траекторий
6
206
TNC 640 | Руководство пользователя "Диалог открытым текстом HEIDENHAIN" | 8/2014
6.2
Основная информация о функциях
траекторий
Программирование движения инструмента в
программе обработки
При составлении программы обработки функции траектории
для отдельных элементов контура заготовки программируются
по очереди. Для этого обычно вводятся
координаты
конечных точек элементов контура
из размерного чертежа.
На основании этих данных, данных инструмента и поправки на
радиус система ЧПУ рассчитывает фактическую траекторию
перемещения инструмента.
Система ЧПУ перемещает одновременно все оси станка,
заданные в кадре программы функции траектории.
Движение параллельно осям станка
Кадр программы содержит информацию о координатах:
система ЧПУ перемещает инструмент параллельно заданной в
программе оси станка.
В зависимости от конструкции станка при отработке программы
движется либо инструмент, либо стол станка с зажатой
заготовкой. При программировании движения по траектории
в большинстве случаев нужно действовать так, как будто
перемещается инструмент.
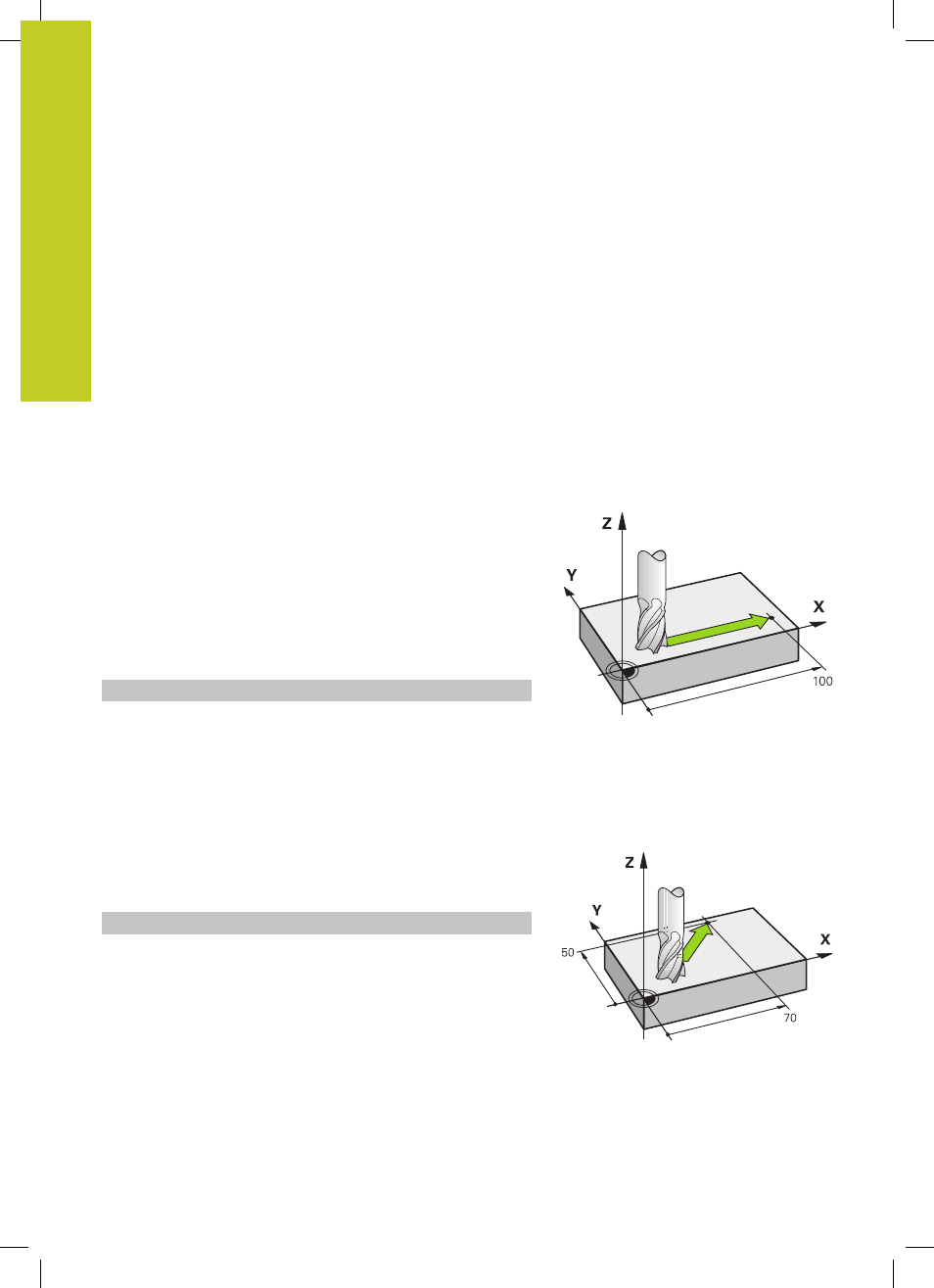
Пример:
50 L X+100
50
Номер кадра
L
Функция траектории ""
X+100
Координаты конечной точки
Инструмент сохраняет Y- и Z-координаты и перемещается в
позицию X=100. См. рисунок.
Движение в главных плоскостях
Кадр программы содержит две координаты: ЧПУ перемещает
инструмент по запрограммированной плоскости.
Пример:
L X+70 Y+50
Инструмент сохраняет Z-координату и перемещается на XY-
плоскости в позицию X=70, Y=50. См. рисунок