Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-04)
Страница 218
Программирование: программирование контуров
6.3
Вход в контур и выход из контура
6
218
TNC 640 | Руководство пользователя "Диалог открытым текстом HEIDENHAIN" | 8/2014
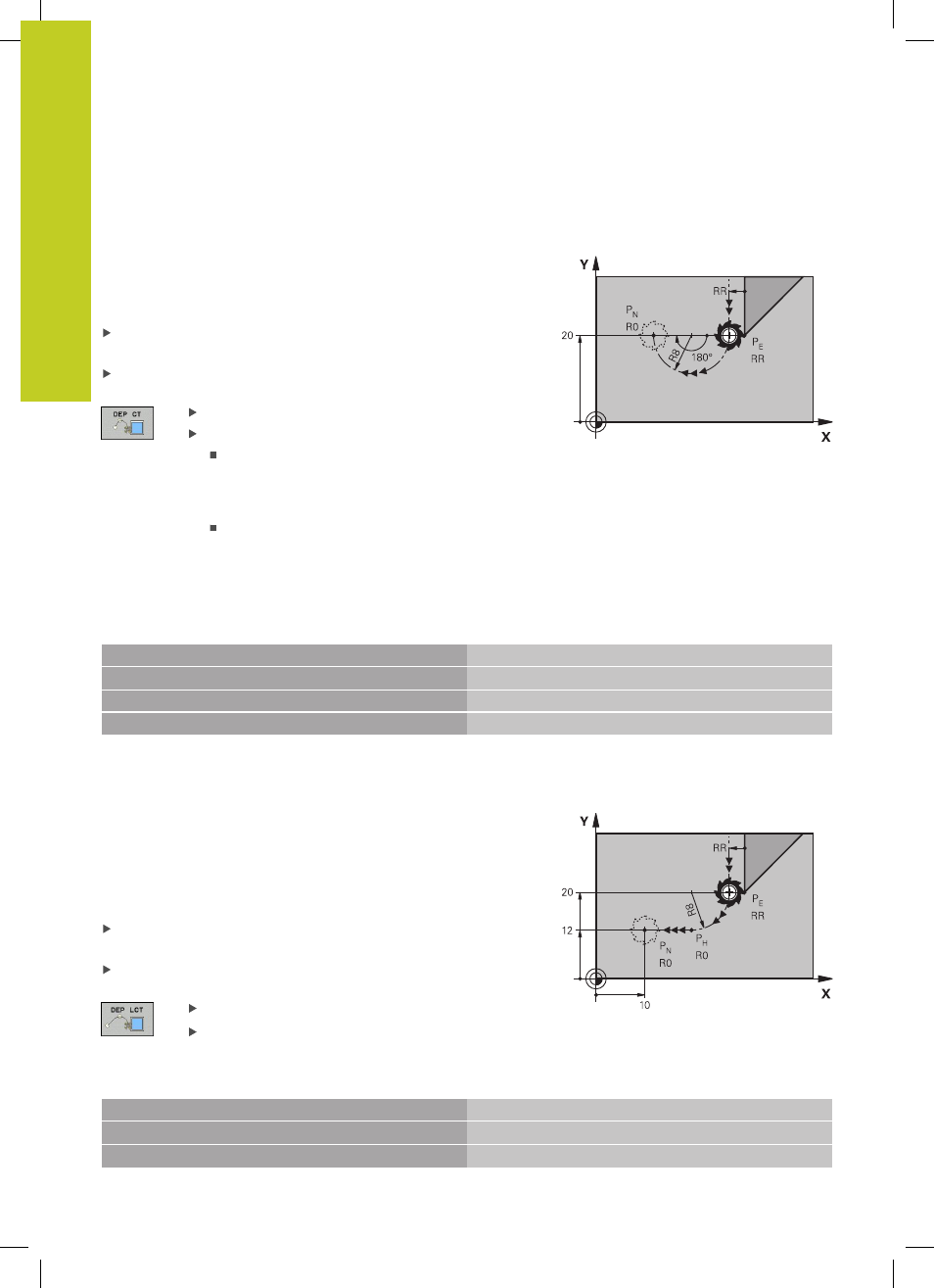
Отвод по круговой траектории с тангенциальным
примыканием: DEP CT
Система ЧПУ перемещает инструмент по круговой траектории
от последней точки контура P
E
к конечной точке P
N
. Круговая
траектория примыкает к последнему элементу контура по
касательной.
Запрограммируйте последний элемент контура с конечной
точкой P
E
и поправкой на радиус
Начните диалог с помощью кнопки APPR/DEP и клавиши
Softkey DEP CT:
Центральный угол CCA круговой траектории
Радиус R круговой траектории
Инструмент должен быть отведен от
заготовки с той стороны, которая была
задана коррекцией на радиус: введите
положительное значение для R.
Инструмент должен быть отведен от
заготовки со стороны,
противоположной
той, для которой была задана поправка на
радиус: введите отрицательное значение
для R.
Примеры NC-кадров
23 L Y+20 RR F100
Последний элемент контура: PE с поправкой на радиус
24 DEP CT CCA 180 R+8 F100
Центральный угол=180°,
Радиус круговой траектории=8 мм
25 L Z+100 FMAX M2
Выход из материала по оси Z, возврат, конец программы
Отвод вдоль контура по касательной дуге, плавно
переходящей в прямую: DEP LCT
Система ЧПУ перемещает инструмент по круговой траектории
от последней точки контура P
E
к вспомогательной точке P
H
.
Оттуда она перемещает его по прямой к конечной точке P
N
.
Последний элемент контура и прямая P
H
– P
N
имеют плавные
переходы в круговую траекторию. Таким образом, круговая
траектория однозначно определена через радиус R.
Запрограммируйте последний элемент контура с конечной
точкой P
E
и поправкой на радиус
Начните диалог с помощью кнопки APPR/DEP и клавиши
Softkey DEP LCT:
Введите координаты конечной точки P
N
Радиус R круговой траектории. Введите
положительное значение для R
Примеры NC-кадров
23 L Y+20 RR F100
Последний элемент контура: PE с поправкой на радиус
24 DEP LCT X+10 Y+12 R+8 F100
Координаты PN, радиус круговой траектории=8 мм
25 L Z+100 FMAX M2
Выход из материала по оси Z, возврат, конец программы