Инструкция по эксплуатации HEIDENHAIN iTNC 530 (34049x-08)
Страница 264
264
Программирование: программирование контуров
6.5
Движ
ение
по
траект
ории
–
по
лярные
к
оор
динаты
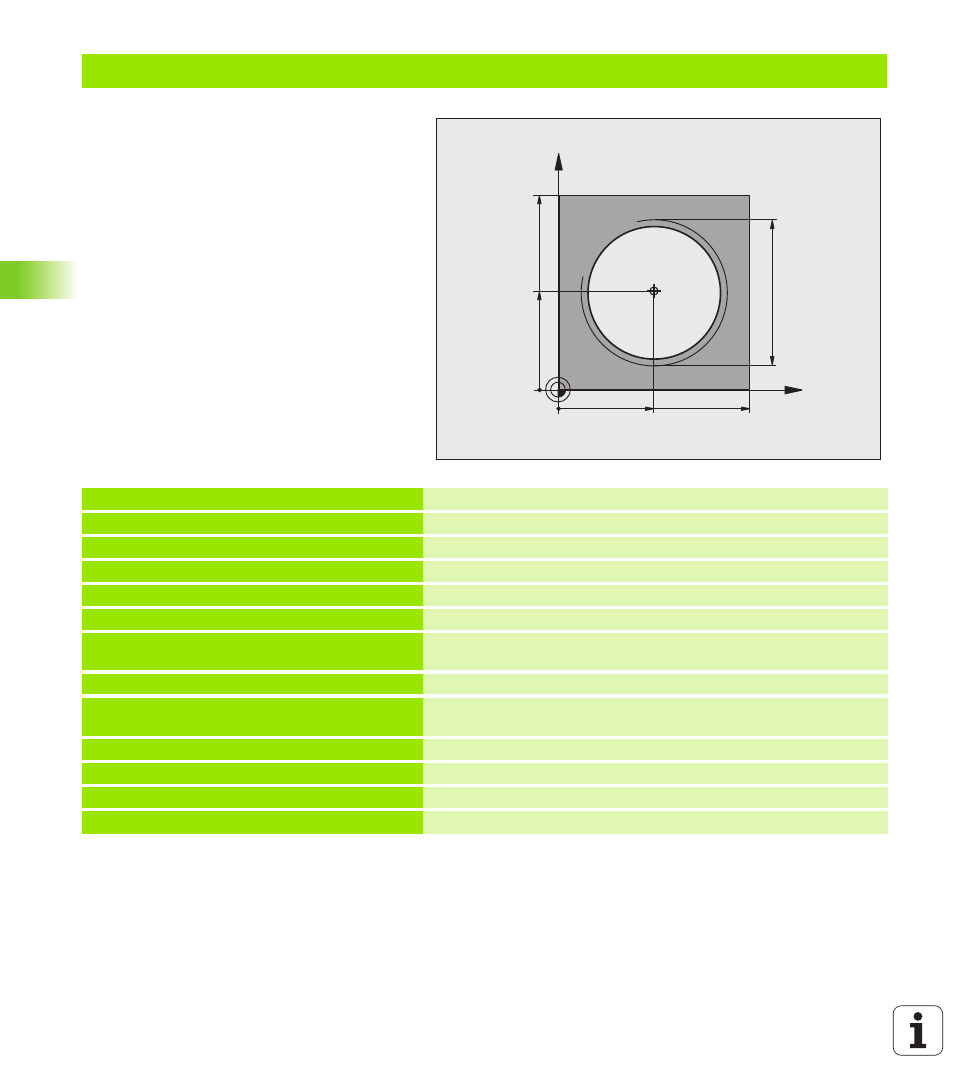
Пример: спираль
0 BEGIN PGM HELIX MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Ввод параметров заготовки
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S1400
Смена инструмента
4 L Z+250 R0 FMAX
Отвод инструмента
5 L X+50 Y+50 R0 FMAX
Предварительное позиционирование инструмента
6 CC
Последняя запрограммированная позиция задается в качестве
полюса
7 L Z-12.75 R0 F1000 M3
Перемещение на глубину обработки
8 APPR PCT PR+32 PA-
182 CCA180 R+2 RL F100
Подвод к контуру по окружности с плавным переходом
9 CP IPA+3240 IZ+13.5 DR+ F200
Перемещение по спирали
10 DEP CT CCA180 R+2
Отвод от контура по окружности с плавным переходом
11 L Z+250 R0 FMAX M2
Отвод инструмента, конец программы
12 END PGM HELIX MM
X
Y
50
50
CC
100
100
M64 x 1,5