Значения "дельта" для длины и радиуса, Ввод данных инструмента в программу, 2 параме тры инстр умента – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (34049x-08)
Страница 187
HEIDENHAIN iTNC 530
187
5.2
Параме
тры
инстр
умента
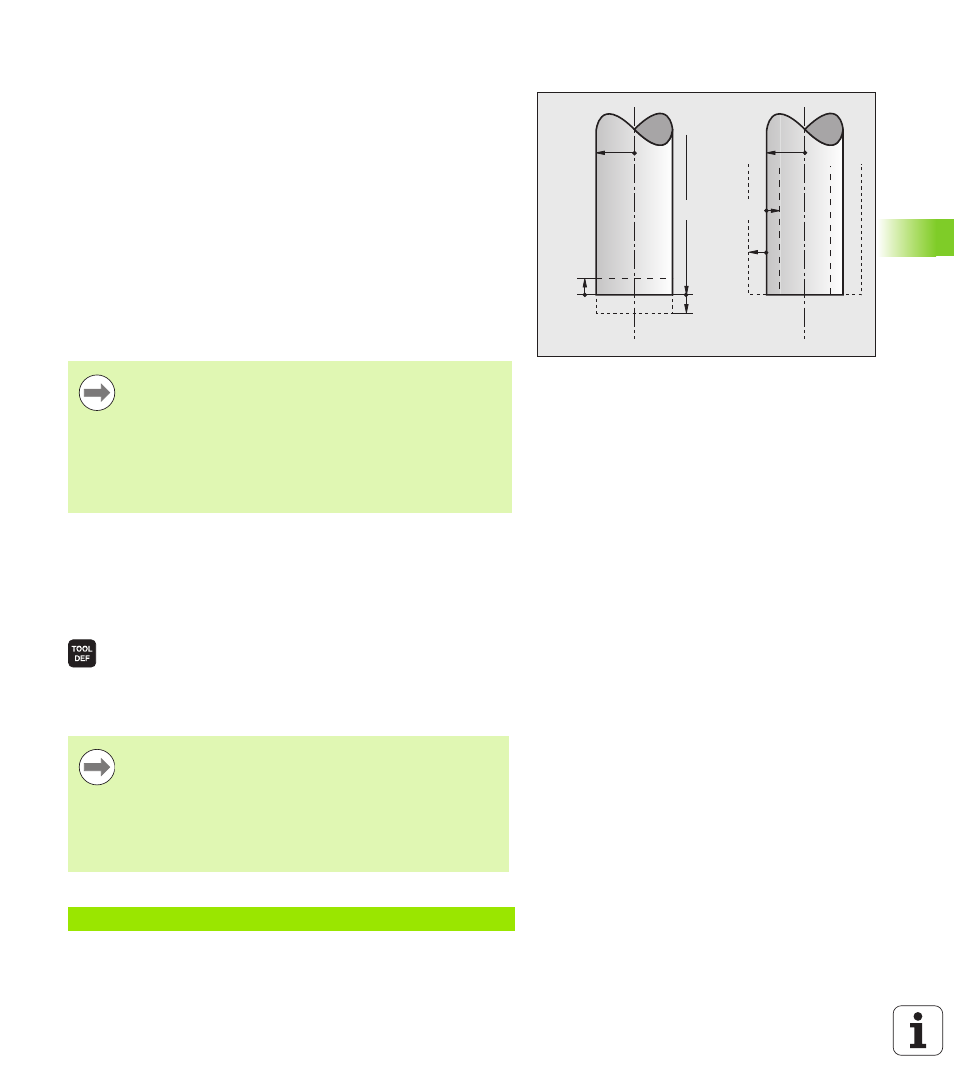
Значения "дельта" для длины и радиуса
Дельта-значениями обозначаются отклонения длины и радиуса
инструмента.
Положительное дельта-значение представляет собой припуск
(DL, DR, DR2>0). При обработке с припуском значение для него
вводится при программировании вызова инструмента в TOOL
CALL.
Отрицательное дельта-значение означает нижний предел
допуска (DL, DR, DR2<0). Нижний предел допуска вводится в
таблицу инструмента для расчета износа инструмента.
Дельта-значения вводятся в виде числовых значений, в кадре
TOOL CALL эти значения можно задать также при помощи Q-
параметра.
Диапазон ввода: допускаются дельта-значения не более
± 99,999 мм.
Ввод данных инструмента в программу
Номер, длина и радиус для определенного инструмента задаются
в программе обработки один раз в кадре TOOL DEF:
Выбор определения инструмента: нажмите клавишу TOOL DEF
Номер инструмента: обозначьте инструмент с
помощью номера
Длина инструмента: поправка на длину
Радиус инструмента: поправка на радиус
Пример
DR<0
DR>0
DL<0
R
DL>0
L
R
Дельта-значения из таблицы инструментов влияют на
графическое изображение инструмента.
Изображение заготовки при моделировании не
изменяется.
Дельта-значения из кадра TOOL CALL при
моделировании изменяют отображаемую величину
заготовки. Размер инструмента в модели не
изменяется.
В режиме диалогового окна значения длины и радиуса
можно ввести непосредственно в поле диалога:
нажмите желаемую клавишу Softkey для оси.
Если таблица инструмента TOOL.T активна, то TOOL
DEFкадр вызывает предварительный выбор
инструмента. Руководствуйтесь инструкцией по
эксплуатации станка.
4 TOOL DEF 5 L+10 R+5