Косой срезна нержав еющ ей ст али, H35 плазмообразующий / n, Защитный 8 00 a – Инструкция по эксплуатации Hypertherm HPR800XD Auto Gas
Страница 178: Метрическая си британская си раскрой
Эксплуатация
4-74
HPR800XD Auto Gas
– 80650J, 1-я редакция
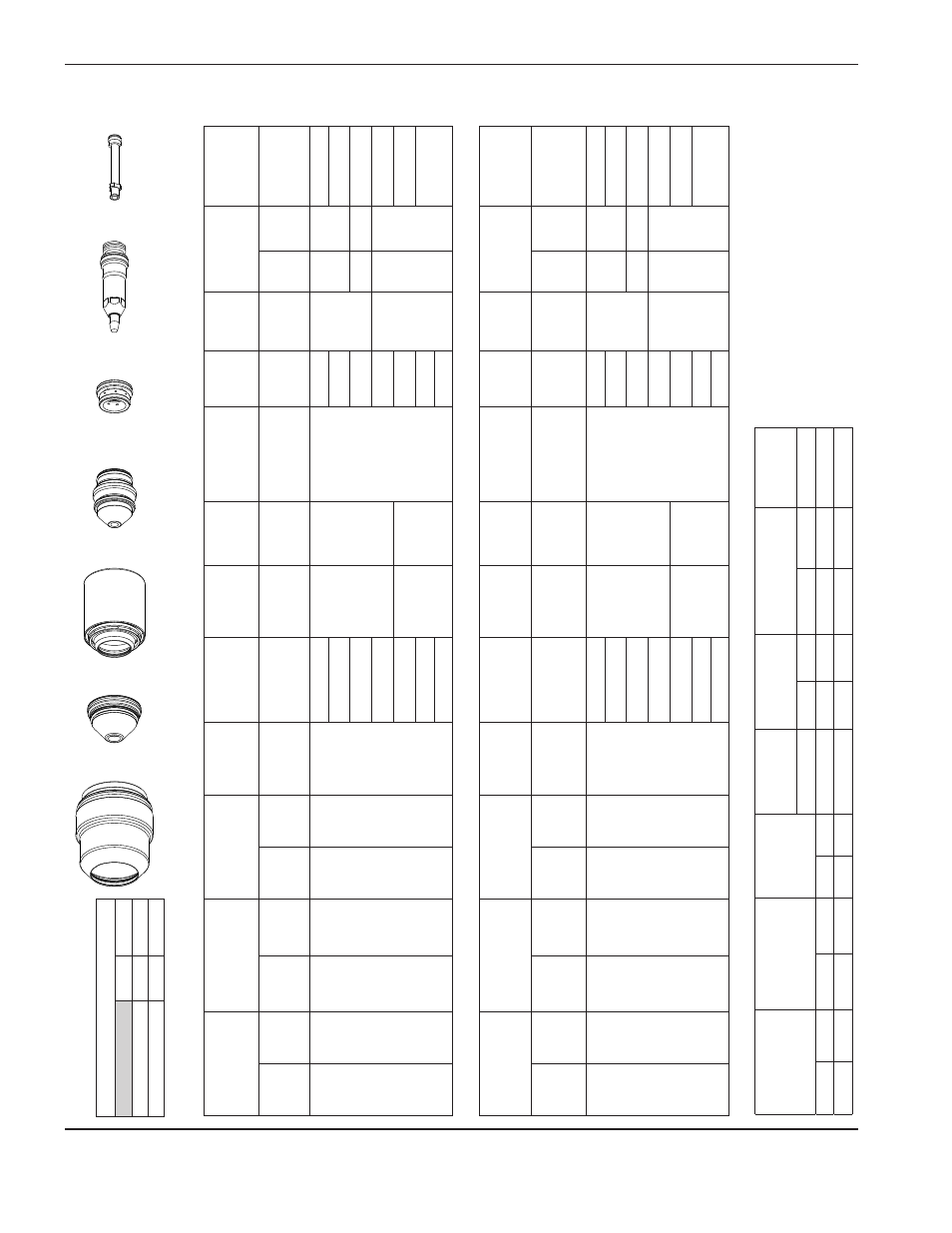
Косой срезна нержав
еющ
ей ст
али —
H35 плазмообразующий / N
2
защитный 8
00 A
22
0886
220
63
7
220
882
См. т
аблицу
ниже
22
0884
220
881
См. т
аблицу
ниже
Ск
ор
ости пот
ока
–
л/мин / к
уб.фут/час
H35
N
2
До возбуждения дуги
0 / 0
123 / 26
0
При резке
76 / 16
0
121 / 25
7
Метрическая СИ
Британская СИ
Раскрой
Выбор газов
Задать
по
дачу газа
до возбуждения дуги
Задать
по
дачу газа при
резке
Сила т
ока
Расст
ояние
между резаком
и изделием
Скорость разметки
Дуг
овое
напряжение
А
мм
дюймы
мм/мин
дюйм/мин
Во
ль
ты
N
2
N
2
30
10
40
40
24
2,5
0,1
2540
10
0
79
Ar
N
2
30
10
40
40
24
2,5
0,1
2540
10
0
45
Примечания.
Сигнал окончания прожига следует отключить (OFF) для всех процессов при 800 А.
Диапазон углов
скоса — о
т 0° до 45°.
Выбрать
газы
Задать
по
дачу газа
до возбуждения дуги
Задать
по
дачу газа при
резке
Минималь- ный зазор
Эквива- лентная толщина мат
ериала
Завихрит
ель
Кожух сопла
Расст
ояние
между резаком
и изделием
Скорость
резки
Высо
та
переноса
Высо
та прожига
Задержка прожига /
Задержка пуска
на краю
Плазмо- образу- ющий газ
Защит- ный газ
Плазмо- образу- ющий газ
Защит- ный газ
Плазмо- образу- ющий газ
Защит- ный газ
мм
мм
Номер дет
али
Номер дет
али
Диапазон, мм
мм/мин
мм
мм
Коэффи- циент
, %
Секунды
H35
N
2
64
13
69
37
2,0
50
220353
220
885
9,3–12,
7
72
0
19
25,4
200
3,0
65
570
3,5
75
464
38,1
300
4,5
10
0
287
Н
/Д
Н
/Д
То
лько пуск
на краю
3,0
12
5
22035
0
220
712
155
3,5
15
0
120
4,0
16
0
10
0
Выбрать
газы
Задать
по
дачу газа
до возбуждения дуги
Задать
по
дачу газа при
резке
Минималь- ный зазор
Толщина мат
ериала
Завихрит
ель
Кожух сопла
Расст
ояние
между резаком
и изделием
Скорость
резки
Высо
та
переноса
Высо
та прожига
Время задержки прожига
Плазмо- образу- ющий газ
Защит- ный газ
Плазмо- образу- ющий газ
Защит- ный газ
Плазмо- образу- ющий газ
Защит- ный газ
дюймы
дюймы
Номер дет
али
Номер дет
али
Диапазон, дюйм
дюйм/мин
дюймы
дюймы
Коэффи- циент
, %
Секунды
H35
N
2
64
13
69
37
0.0
8
2.0
220353
220
885
0.3
7–0.5
0
28
0.75
1.0
200
3.0
2-1/2
23
3.5
3.0
18
1.5
300
4.5
4.0
11
Н
/Д
Н
/Д
То
лько пуск
на краю
3.0
5.0
22035
0
220
712
6.0
3.5
6.0
4.5
4.0
6-1/4
4.0