Метрическая си, Британская си, Плазмообразующий / воздух защитный 260 а – Инструкция по эксплуатации Hypertherm HPR800XD Auto Gas
Страница 146
Эксплуатация
4-42
HPR800XD Auto Gas
– 80650J, 1-я редакция
Выбрать
газы
Задать
подачу газа
до возбуждения дуги
Задать
подачу газа при
резке
Минималь-
ный зазор
Эквивалентная
толщина
материала
Расстояние
между резаком
и изделием
Скорость
резки
Исходная высота
прожига
Время
задержки
прожига
Плазмо-
образу-
ющий газ
Защит-
ный газ
Плазмо-
образу-
ющий газ
Защит-
ный газ
Плазмо-
образу-
ющий газ
Защит-
ный газ
мм
мм
Диапазон, мм
мм/мин
мм
Коэффи-
циент, %
Секунды
O
2
Воздух
22
20
74
19
2,0
25
3,6–7,6
1685
9,0
250
0,8
28
4,8–7,6
1445
9,5
200
1,0
32
1135
1,2
38*
895
3,0
44
580
Пуск на краю
50
405
58
290
64
195
Метрическая СИ
Выбрать
газы
Задать
подачу газа
до возбуждения дуги
Задать
подачу газа при
резке
Минималь-
ный зазор
Эквивалентная
толщина
материала
Расстояние
между резаком
и изделием
Скорость
резки
Исходная высота
прожига
Время
задержки
прожига
Плазмо-
образу-
ющий газ
Защит-
ный газ
Плазмо-
образу-
ющий газ
Защит-
ный газ
Плазмо-
образу-
ющий газ
Защит-
ный газ
дюймы
дюймы
Диапазон, дюйм дюйм/мин дюймы Коэффи-
циент, %
Секунды
O
2
Воздух
22
20
74
19
0.08
1
0.14–0.30
65
0.35
250
0.8
1-1/8
0.19–0.30
55
0.38
200
1.0
1-1/4
45
1.2
1-1/2*
35
3.0
1-3/4
22
Пуск на краю
2
15
2-1/4
12
2-1/2
8
Британская СИ
Выбор
газов
Задать
подачу газа
до возбуждения дуги
Задать
подачу газа при
резке
Сила тока
Расстояние
между резаком
и изделием
Скорость
разметки
Дуговое
напряжение
А
мм
дюймы
мм/мин
дюйм/мин
Вольты
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
122
Ar
Воздух
30
10
30
10
24
3,0
0.12
2540
100
62
Раскрой
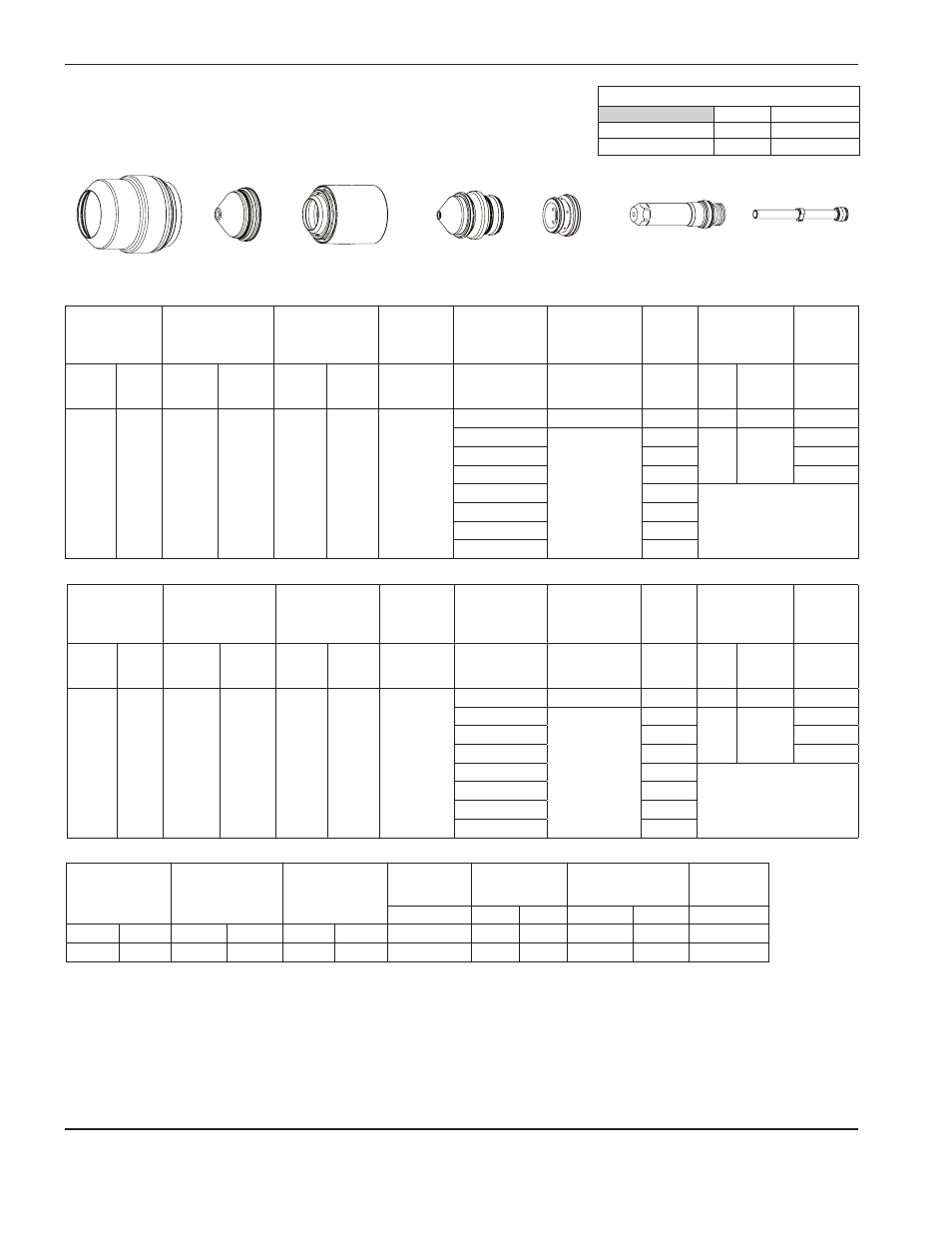
Косой срез на низкоуглеродистой стали (альтернативный)
прожиг металла большой толщины
O
2
плазмообразующий / воздух защитный
260 А
220897
220637
220899
220896
220436
220898
220571
Скорости потока – л/мин / куб.фут/час
O
2
Воздух
До возбуждения дуги
0 / 0
85 / 180
При резке
47 / 99
54 / 115
Указанные на этой странице расходные детали предназначены для прожига металла большой толщины. Их рекомендуется
использовать, если возникают проблемы с чрезмерным выгаром защитного колпачка или с пропусками зажигания резака при
использовании стандартных расходных деталей для косого среза.
При использовании процесса прожига металла большой толщины возможно сокращение срока службы расходных деталей на 20 %.
* Рекомендации для прожига низкоуглеродистой стали толщиной 38 мм:
1. Включите подачу газа до возбуждения дуги в ходе работы датчика исходной высоты.
2. Воспользуйтесь силой заклинивания в ходе работы датчика исходной высоты.
3. При прожиге воспользуйтесь сигналом окончания прожига.