Косой срез на нержавеющей стали, H35 плазмообразующий / n, Защитный 130 а – Инструкция по эксплуатации Hypertherm HPR800XD Auto Gas
Страница 156: Раскрой, Метрическая си британская си
Эксплуатация
4-52
HPR800XD Auto Gas
– 80650J, 1-я редакция
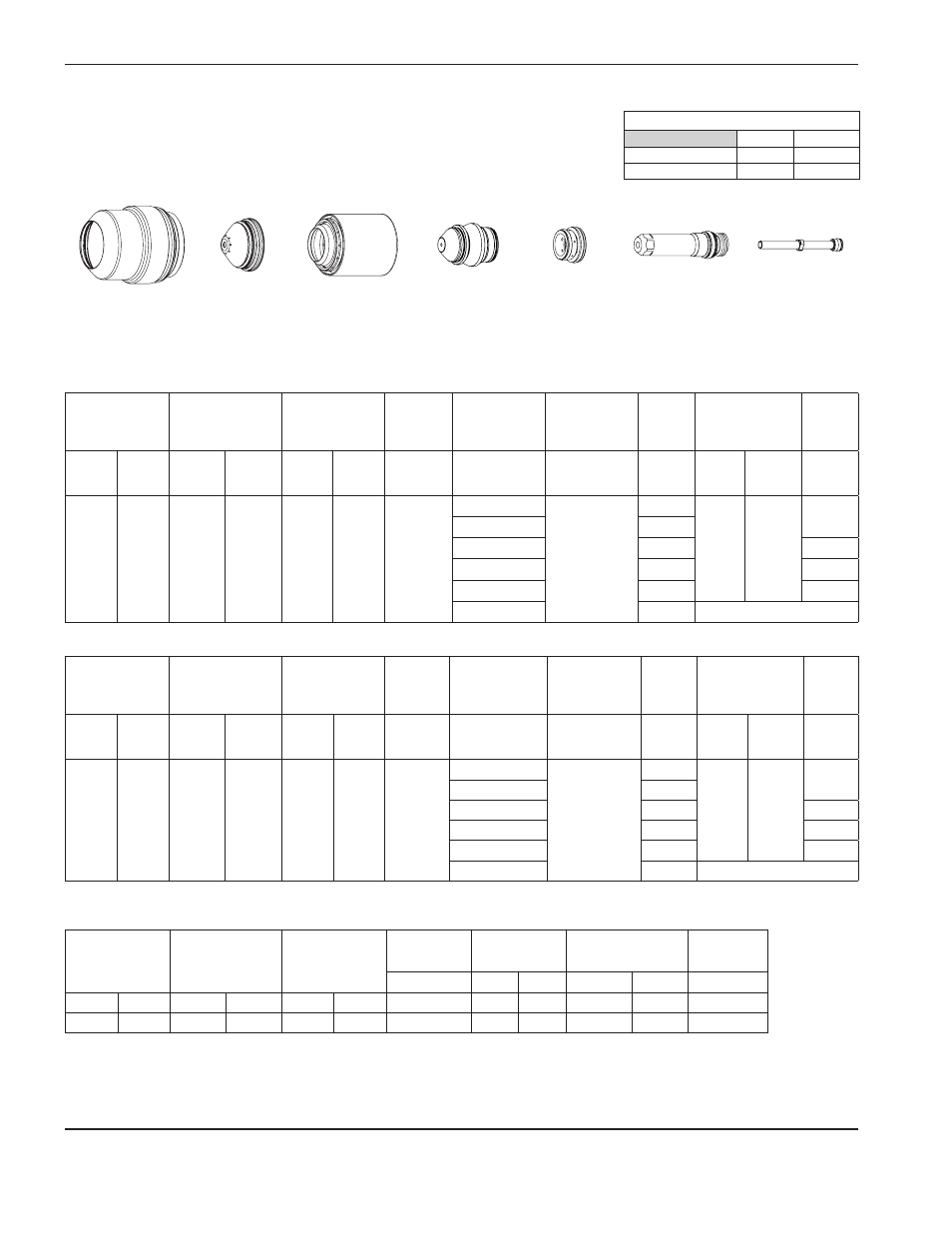
Косой срез на нержавеющей стали
H35 плазмообразующий / N
2
защитный
130 А
220738
220637
220606
220739
220179
220656
Примечание.
Диапазон углов скоса — от 0° до 45°.
Скорости потока – л/мин / куб.фут/час
H35
N
2
До возбуждения дуги
0 / 0
90 / 190
При резке
26 / 54
114 / 240
220571
Раскрой
Выбор
газов
Задать
подачу газа
до возбуждения дуги
Задать
подачу газа при
резке
Сила тока
Расстояние
между резаком
и изделием
Скорость
разметки
Дуговое
напряжение
А
мм
дюймы
мм/мин
дюйм/мин
Вольты
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
130
Ar
N
2
50
10
50
10
15
3,0
0.12
2540
100
75
Метрическая СИ
Британская СИ
Выбрать
газы
Задать
подачу газа
до возбуждения дуги
Задать
подачу газа при
резке
Минималь-
ный зазор
Эквивалентная
толщина
материала
Расстояние
между резаком
и изделием
Скорость
резки
Исходная высота
прожига
Время
задержки
прожига
Плазмо-
образу-
ющий газ
Защит-
ный газ
Плазмо-
образу-
ющий газ
Защит-
ный газ
Плазмо-
образу-
ющий газ
Защит-
ный газ
мм
мм
Диапазон, мм
мм/мин
мм
Коэффи-
циент, % Секунды
H35
N
2
19
32
75
63
2,0
8
4,5–10,0
1140
7,7
170
0,3
10
980
12
820
0,5
15
580
0,8
20
360
1,3
25
260
Пуск на краю
Выбрать
газы
Задать
подачу газа
до возбуждения дуги
Задать
подачу газа при
резке
Минималь-
ный зазор
Эквивалентная
толщина
материала
Расстояние
между резаком
и изделием
Скорость
резки
Исходная высота
прожига
Время
задержки
прожига
Плазмо-
образу-
ющий газ
Защит-
ный газ
Плазмо-
образу-
ющий газ
Защит-
ный газ
Плазмо-
образу-
ющий газ
Защит-
ный газ
дюймы
дюймы
Диапазон, дюйм дюйм/мин дюймы Коэффи-
циент, % Секунды
H35
N
2
19
32
75
63
0.08
5/16
0.18–0.40
45
0.31
170
0.3
3/8
40
1/2
30
0.5
5/8
20
0.8
3/4
15
1.3
1
10
Пуск на краю