Нержавеющая сталь, Плазмообразующий / n, Защитный 600 а – Инструкция по эксплуатации Hypertherm HPR800XD Auto Gas
Страница 175: Раскрой, Метрическая си британская си
Эксплуатация
HPR800XD Auto Gas
– 80650J, 1-я редакция
4-71
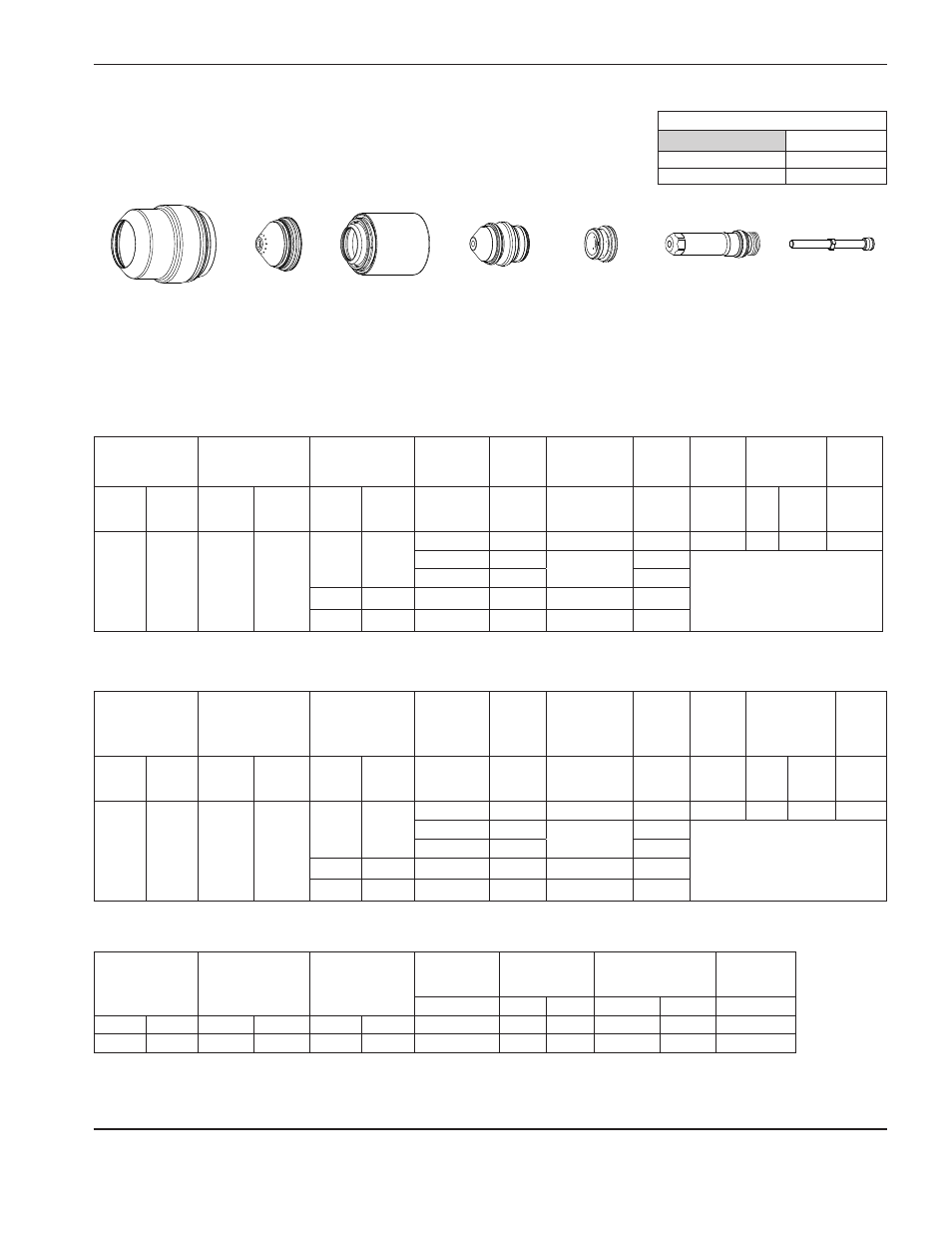
Нержавеющая сталь
N
2
плазмообразующий / N
2
защитный
600 А
220707
220637
220709
220885
220405
220859
220571
Раскрой
Выбор
газов
Задать
подачу газа
до возбуждения дуги
Задать
подачу газа при
резке
Сила тока
Расстояние
между резаком
и изделием
Скорость
разметки
Дуговое
напряжение
А
мм
дюймы
мм/мин
дюйм/мин
Вольты
N
2
N
2
30
10
30
10
24
2,5
0.10
6350
250
81
Ar
N
2
30
10
30
10
20
3,8
0.15
2540
100
53
Выбрать
газы
Задать
подачу газа
до возбуждения дуги
Задать
подачу газа при
резке
Толщина
материала
Дуговое
напряже-
ние
Расстояние
между резаком
и изделием
Скорость
резки
Высота
переноса
Исходная
высота прожига
Время
задержки
прожига
Плазмо-
образу-
ющий газ
Защит-
ный газ
Плазмо-
образу-
ющий газ
Защит-
ный газ
Плазмо-
образу-
ющий газ
Защит-
ный газ
мм
Вольты
мм
мм/мин
мм
мм
Коэффи-
циент
%
Секунды
N
2
N
2
43
13
50
34
40
181
9,5
970
19,1
25,4
266
2,0
45
183
10,2
850
Пуск на краю
50
186
730
45
30
60
207
19,5
434
50
34
80
212
12,7
305
Метрическая СИ
Британская СИ
Выбрать
газы
Задать
подачу газа
до возбуждения дуги
Задать
подачу газа при
резке
Толщина
материала
Дуговое
напряже-
ние
Расстояние
между резаком
и изделием
Скорость
резки
Высота
переноса
Исходная высота
прожига
Время
задержки
прожига
Плазмо-
образу-
ющий газ
Защит-
ный газ
Плазмо-
образу-
ющий газ
Защит-
ный газ
Плазмо-
образу-
ющий газ
Защит-
ный газ
дюймы
Вольты
дюймы
дюйм/мин дюймы дюймы
Коэффи-
циент
%
Секунды
N
2
N
2
43
13
50
34
1-1/2
181
0.375
40
0.75
1.0
266
2.0
1-3/4
183
0.400
34
Пуск на краю
2.0
186
28
45
30
2-1/2
207
0.750
16
50
34
3.0
206
0.500
12
Скорости потока – л/мин / куб.фут/час
N
2
До возбуждения дуги
110 / 232
При резке
167 / 353
Примечания.
Сигнал окончания прожига следует отключить (OFF) для всех процессов при 600 А.