Косой срез на нержавеющей стали, H35 и n, Плазмообразующий / n – Инструкция по эксплуатации Hypertherm HPR800XD Auto Gas
Страница 157: Защитный 130 а, Раскрой
Эксплуатация
HPR800XD Auto Gas
– 80650J, 1-я редакция
4-53
Метрическая СИ
Британская СИ
Выбрать
газы
Задать
подачу газа
до возбуждения
дуги
Задать
подачу газа при
резке
Минималь-
ный зазор
Эквивалентная
толщина
материала
Расстояние
между резаком
и изделием
Скорость
резки
Исходная высота
прожига
Время
задержки
прожига
Плазмо-
образу-
ющий
газ
Защит-
ный газ
Плазмо-
образу-
ющий
газ
Защит-
ный
газ
Плазмо-
образу-
ющий
газ
Защит-
ный газ
Газовая
смесь 1
Газовая
смесь 2
мм
мм
Диапазон, мм мм/мин
мм
Коэффи-
циент, % Секунды
H35
N
2
19
51
75
80
32
18
2,0
6
3,0–10,0
1835
6,0
200
0,3
8
1515
10
1195
12
3,5–10,0
875
7,0
0,5
15
3,8–10,0
670
7,6
0,8
20
3,0–10,0
305
7,7
180
1,3
Примечание.
Диапазон углов скоса — от 0° до 45°.
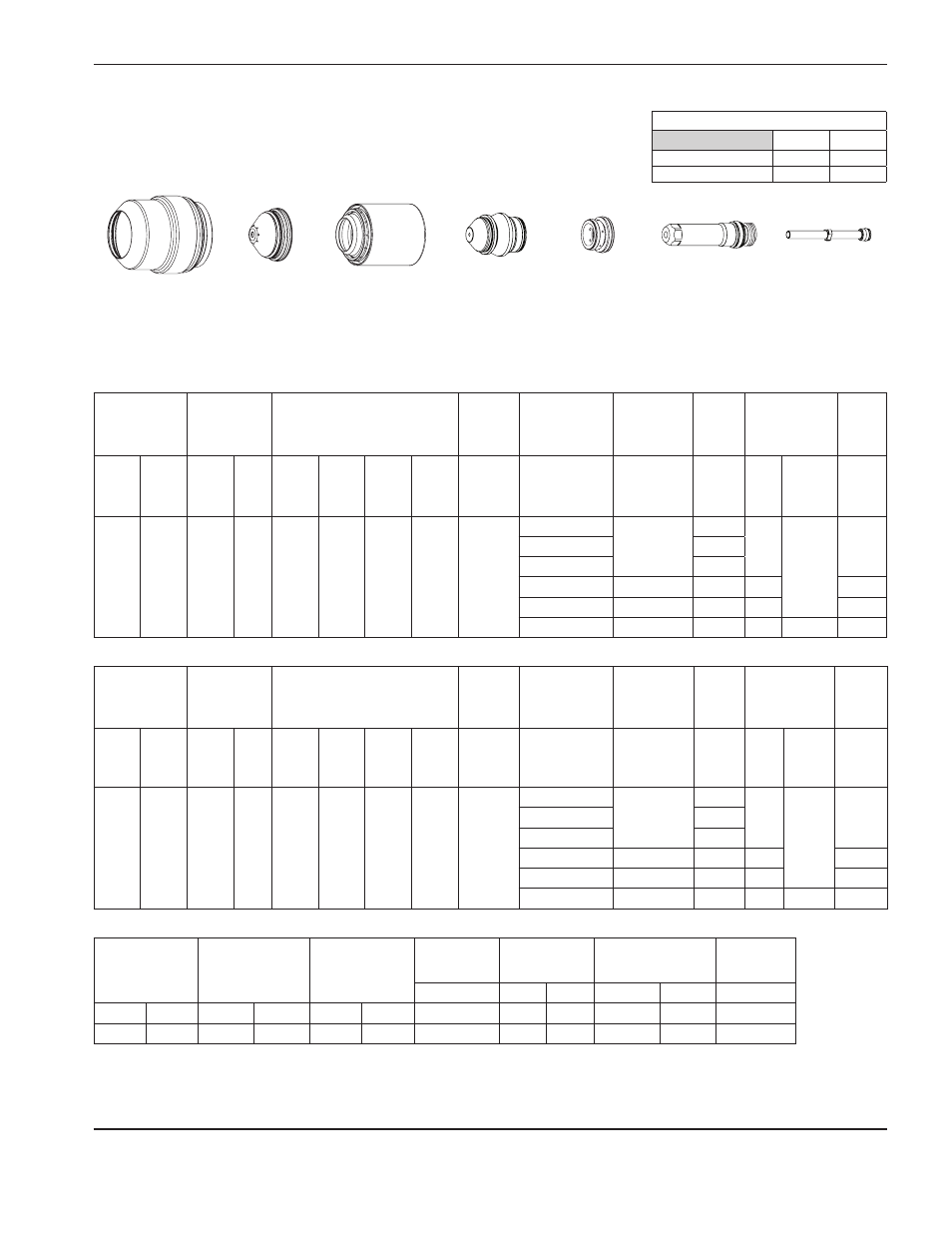
Косой срез на нержавеющей стали
H35 и N
2
плазмообразующий / N
2
защитный
130 А
Выбрать
газы
Задать
подачу газа
до возбуждения
дуги
Задать
подачу газа при
резке
Минималь-
ный зазор
Эквивалентная
толщина
материала
Расстояние
между резаком
и изделием
Скорость
резки
Исходная высота
прожига
Время
задержки
прожига
Плазмо-
образу-
ющий
газ
Защит-
ный газ
Плазмо-
образу-
ющий
газ
Защит-
ный
газ
Плазмо-
образу-
ющий
газ
Защит-
ный газ
Газовая
смесь 1
Газовая
смесь 2
дюймы
дюймы
Диапазон,
дюйм
дюйм/мин дюймы Коэффи-
циент, % Секунды
H35
N
2
19
51
75
80
32
18
0.080
1/4
0.12–0.40
70
0.24
200
0.3
5/16
60
3/8
50
1/2
0.14–0.40
30
0.28
0.5
5/8
0.15–0.40
25
0.30
0.8
3/4
0.17–0.40
15
0.31
180
1.3
Раскрой
Выбор
газов
Задать
подачу газа
до возбуждения дуги
Задать
подачу газа при
резке
Сила тока
Расстояние
между резаком
и изделием
Скорость
разметки
Дуговое
напряжение
А
мм
дюймы
мм/мин
дюйм/мин
Вольты
N
2
N
2
10
10
10
10
18
2,5
0.10
6350
250
130
Ar
N
2
50
10
50
10
15
3,0
0.12
2540
100
75
220738
220637
220606
220739
220179
220656
220571
Скорости потока – л/мин / куб.фут/час
H35
N
2
До возбуждения дуги
0 / 0
97 / 205
При резке
13 / 28
120 / 250