Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 49x-03) Pilot
Страница 100
100
Спе
циаль
ные
ци
клы
ДОПУСК (цикл 32)
УЧПУ гладит автоматически контур между любыми
(корригированными или нескорригированными) элементами
контура. Таким образом инструмент перемещается непрерывно на
поверхности загатовки. Если требуется, УЧПУ уменьшает
автоматически программированную подачу, так что программа
отрабатывается всегда „без толчков“ с максимально возможной
скоростью.
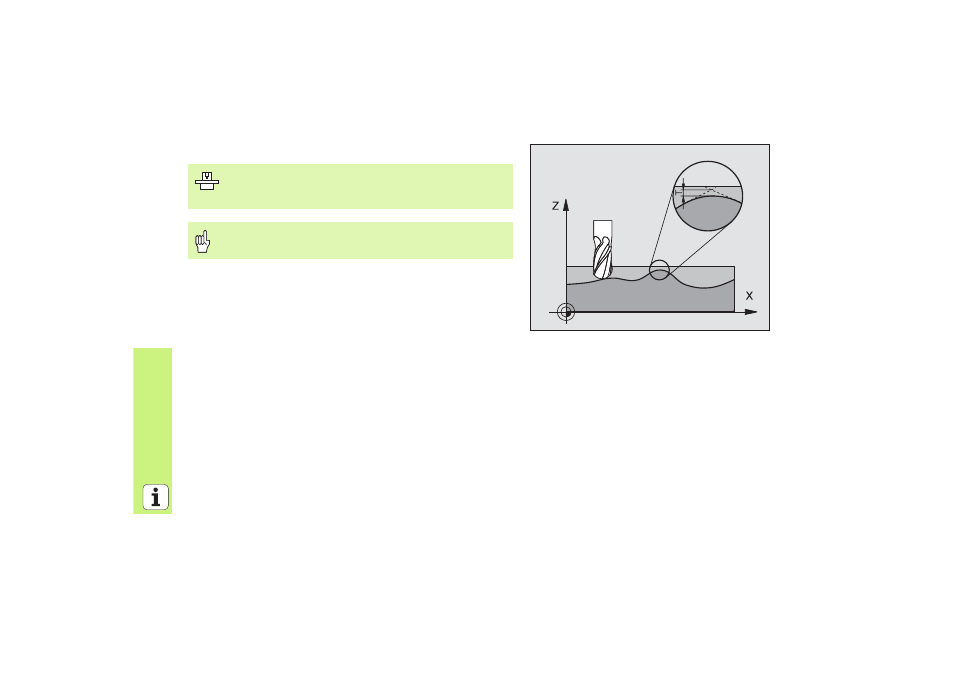
Из-за выглаживания возникает отклонение от контура. Величина
отклонения от контура (ЗНАЧЕНИЕ ДОПУСКА) определена в
параметре станка производителем машин. С помощью цикла 32
изменяете предустановленное значение допуска (смотри картина
справа вверху).
8
CYCL DEF: выбор цикла 32 ДОПУСК
8
допуск T: допускаемое отклонение от контура в мм
8
чистовая/черновая обработка: (опция ПО)
набрать настройку фильтра
0: фрезерование с более высокой точностью контура
1: с более высокой подачей
8
допуск для осей вращения: (опция ПО)
Допускаемое отклонение положения осей вращения в градусах
при активном M128.
Станок и УЧПУ должны быть подготовлены
производителем станоков для ускоренного
фрезерования контура!
Цикл 32 ДОПУСК действует с его дефиниции!