10 протяжка контура (цикл 25, din/iso: g125), Ход цикла, Учитывайте при программировании – Инструкция по эксплуатации HEIDENHAIN 530 (340 49x-07) Cycle programming
Страница 215: Ход цикла учитывайте при программировании
HEIDENHAIN iTNC 530
215
7.10
ПР
ОТ
ЯЖКА
КОНТУР
А
(
цик
л
25, DIN/ISO: G125)
7.10 ПРОТЯЖКА КОНТУРА
(цикл 25, DIN/ISO: G125)
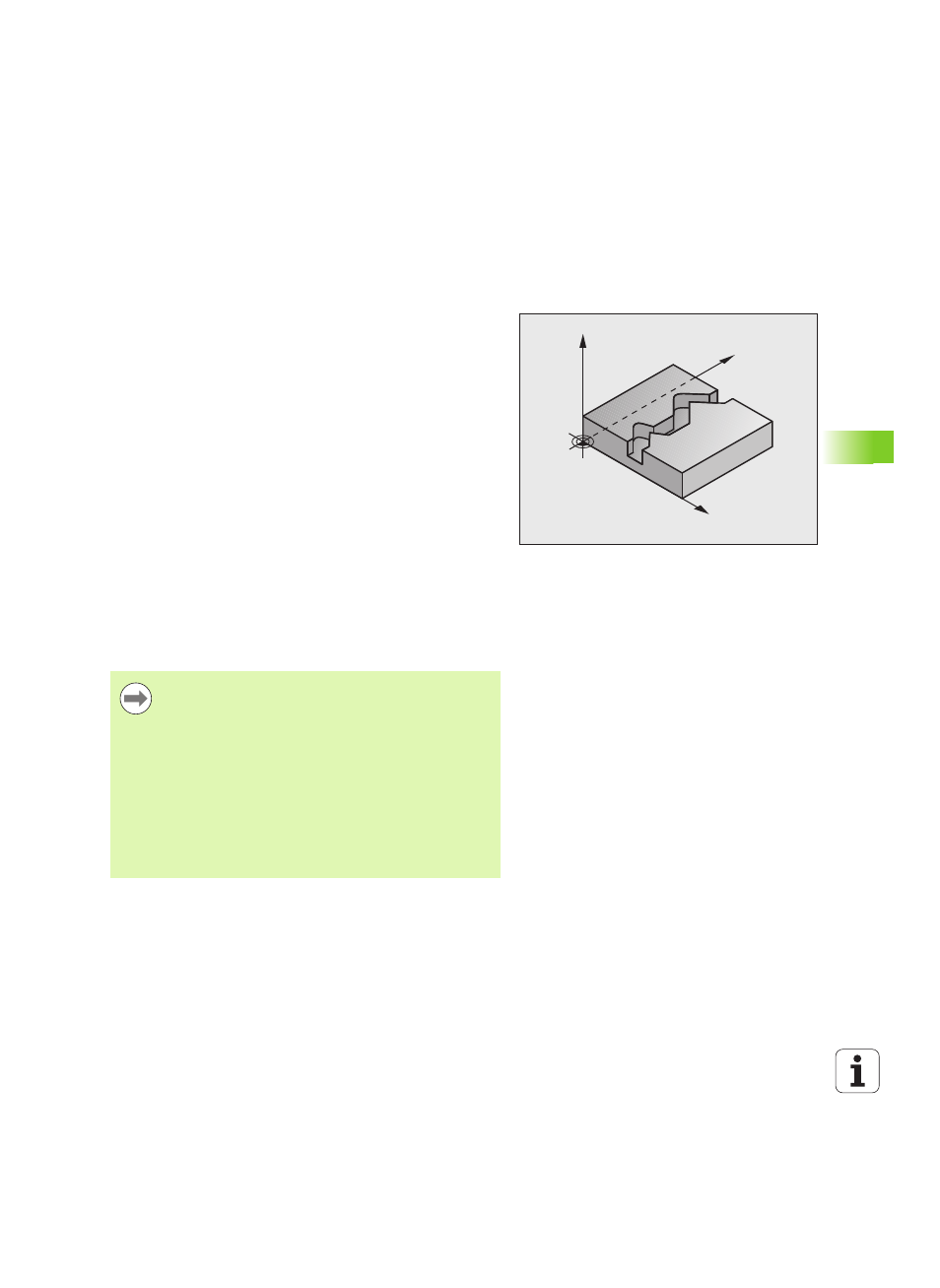
Ход цикла
С помощью этого цикла в комбинации с циклом 14 КОНТУР
можно обрабатывать открытые и закрытые контуры.
При обработке контура цикл 25 ПРОТЯЖКА КОНТУРА обладает
значительными преимуществами по сравнению с кадрами
позиционирования:
ЧПУ выполняет контроль появления отметок и повреждений
контура во время обработки. Проверка контура с помощью
тестовой графики
Если радиус инструмента слишком большой, следует
дополнительно обработать контур на внутренних углах
Обработку можно выполнять непрерывно, попутным или
встречным движением. При фрезеровании зеркально
расположенных контуров профиля тип фрезерования
сохраняется
При фрезеровании в несколько проходов ЧПУ может
перемещать инструмент как в одну, так и в другую сторону,
сокращая, таким образом, время обработки
Можно вводить припуски для выполнения черновой и чистовой
обработки за несколько рабочих ходов
Учитывайте при программировании!
Y
X
Z
Знак параметра цикла Глубина определяет
направление обработки. Если для глубины задается
значение, равное нулю, система ЧПУ не выполняет
цикл.
При использовании цикла 25 ПРОТЯЖКА КОНТУРА в
цикле 14 КОНТУР вы можете задавать только одну
подпрограмму контура.
Память для SL-цикла ограничена. В одном SL-цикле
можно запрограммировать не более 4090 элементов
контура.
Системе ЧПУ не требуется цикл 20 ДАННЫЕ
КОНТУРА в сочетании с циклом 25.