Инструкция по эксплуатации HEIDENHAIN 530 (340 49x-07) Cycle programming
Страница 163
HEIDENHAIN iTNC 530
163
5.4
ФРЕ
З
ЕР
ОВ
АНИЕ
КАНАВКИ
(
цик
л
253, DIN/ISO: G253)
0: Позиция инструмента = центр канавки
1: Позиция инструмента = левый конец канавки
2: Позиция инструмента = центр левой окружности
канавки
3: Позиция инструмента = центр правой
окружности канавки
4: Позиция инструмента = правый конец канавки
U
Подача фрезерования Q207: скорость
передвижения инструмента при фрезеровании в
мм/мин. Диапазон ввода от 0 до 99999,999 либо
через FAUTO, FU, FZ
U
Вид фрезерования Q351: вид обработки
фрезерованием при M3:
+1 = попутное фрезерование
–1 = встречное фрезерование
или через PREDEF
U
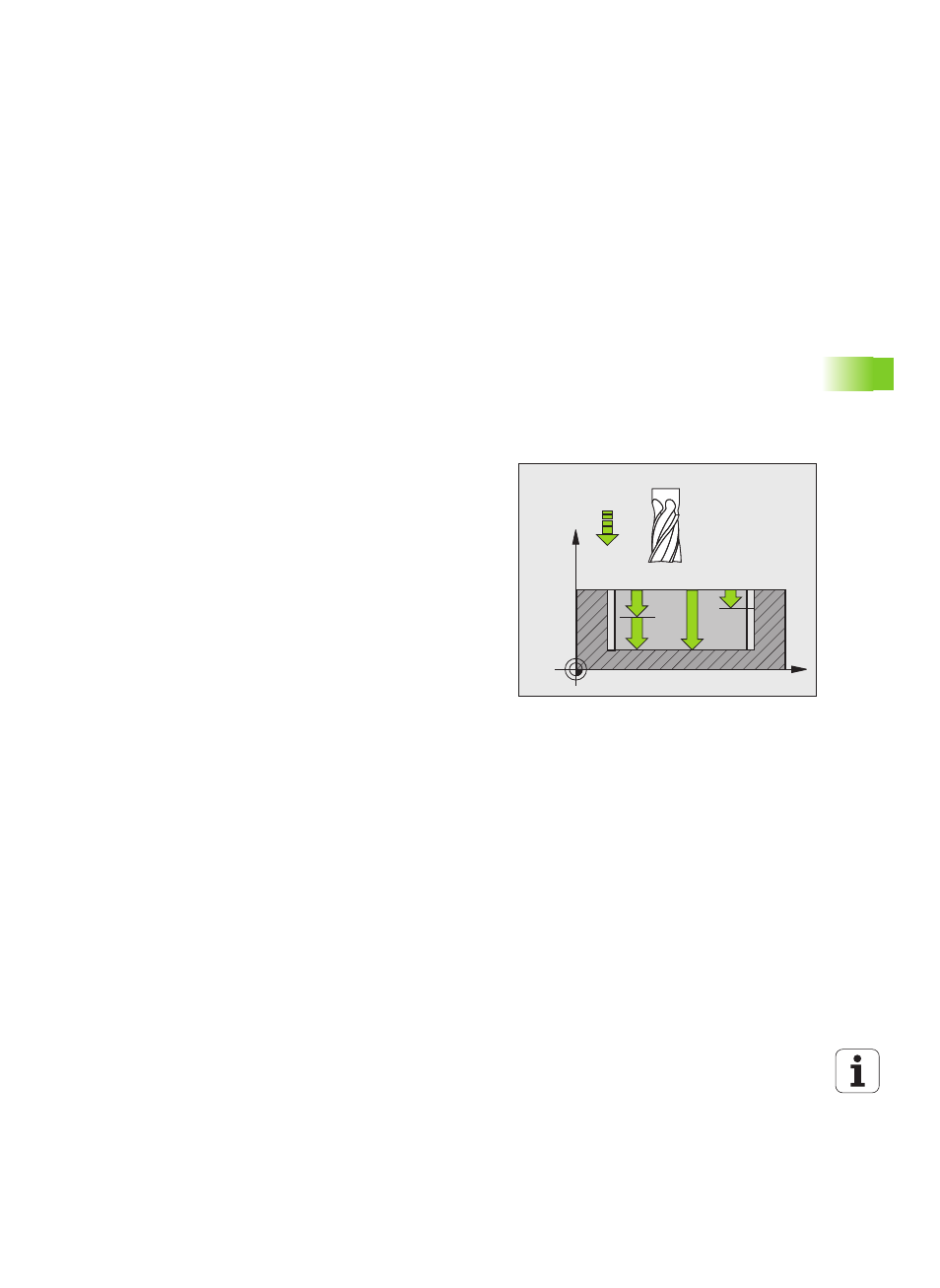
Глубина Q201 (в инкрементах): расстояние от
поверхности заготовки до дна канавки. Диапазон
ввода от -99999,9999 до 99999,9999
U
Глубина врезания Q202 (в инкрементах): величина,
на которую инструмент каждый раз производит
врезание; введите значение больше 0. Диапазон
ввода от 0 до 99999,9999
U
Припуск на чистовую обработку на глубине Q369 (в
инкрементах): припуск на чистовую обработку
глубины. Диапазон ввода от 0 до 99999,9999
U
Подача при врезании на глубину Q206: скорость
передвижения инструмента при врезании на
глубину в мм/мин. Диапазон ввода от 0 до
99999,999 либо через FAUTO, FU, FZ
U
Врезание чистовой обработки Q338 (в
инкрементах): величина, на которую врезается
инструмент по оси шпинделя при чистовой
обработке. Q338=0: чистовая обработка за одно
врезание. Диапазон ввода от 0 до 99999,9999
X
Z
Q201
Q206
Q202
Q338