Параметры цикла – Инструкция по эксплуатации HEIDENHAIN 530 (340 49x-07) Cycle programming
Страница 143
HEIDENHAIN iTNC 530
143
4.10
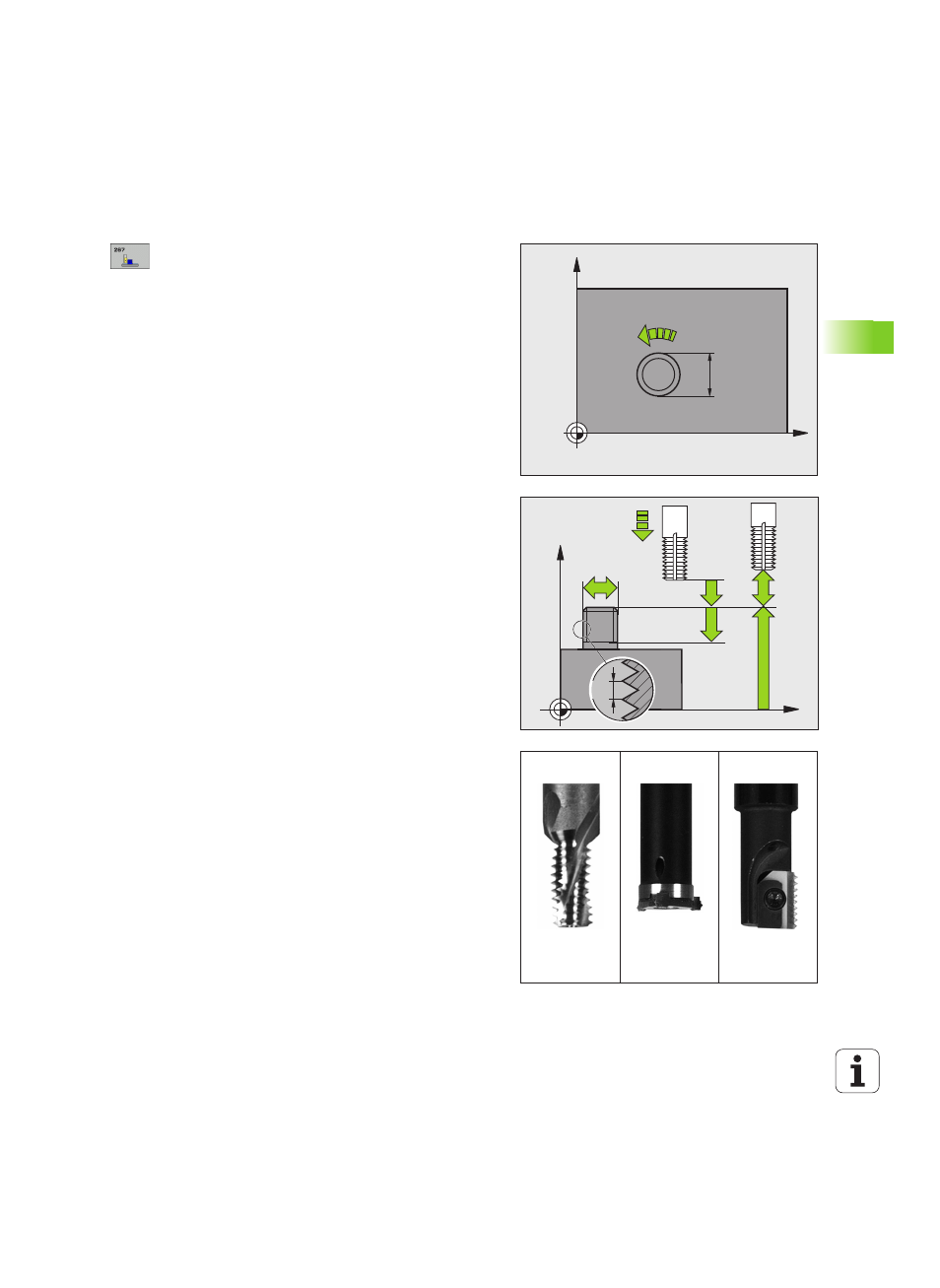
ФРЕЗЕР
ОВ
АНИЕ
ВНЕШНЕЙ
РЕЗЬБЫ
(
цик
л
267, DIN/ISO:
G267)
Параметры цикла
U
Заданный диаметр Q335: диаметр резьбы.
Диапазон ввода от 0 до 99999,9999
U
Шаг резьбы Q239: шаг резьбы. Правое или левое
направление резьбы определяется знаками +/-:
+ = правая резьба
– = левая резьба
Диапазон ввода -99,9999 до 99,9999
U
Глубина резьбы Q201 (в инкрементах): расстояние
от поверхности заготовки до дна отверстия, на
стенках которого будет выполняться резьба
U
Число витков Q355: количество витков резьбы, на
которые смещается инструмент:
0 = спиральная линия на глубину резьбы
1 = непрерывная спиральная линия по всей длине
резьбы
>1 = несколько винтовых проходов с подводом и
отводом, между которыми система ЧПУ смещает
инструмент на величину, полученную при
умножении количества витков резьбы Q355 на
величину шага резьбы. Диапазон ввода от 0 до
99999
U
Подача предварительного позиционирования Q253:
скорость перемещения инструмента при врезании
в заготовку или при выходе из заготовки в мм/мин.
Диапазон ввода от 0 до 99999,999 или через
FMAX, FAUTO, PREDEF
U
Вид фрезерования Q351: вид обработки
фрезерованием при M3
+1 = попутное фрезерование
–1 = встречное фрезерование
или через PREDEF
X
Y
Q207
Q335
X
Z
Q203
Q253
Q201
Q204
Q200
Q239
Q335
Q355 = 1
Q355 > 1
Q355 = 0