Чистовая обработка кармана (цикл 212), 212 чистовая обработка кармана, В виде прямоугольника) – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 420)
Страница 291: Цикл чистовой обработки с автоматическим, Предпозиционированием, Безопасное расстояние
HEIDENHAIN iTNC 530
267
8.4
Цик
л
ы
для
фрез
еров
ания
кар
м
анов
(
вые
м
ек
),
ца
п
ф
и
па
зо
в
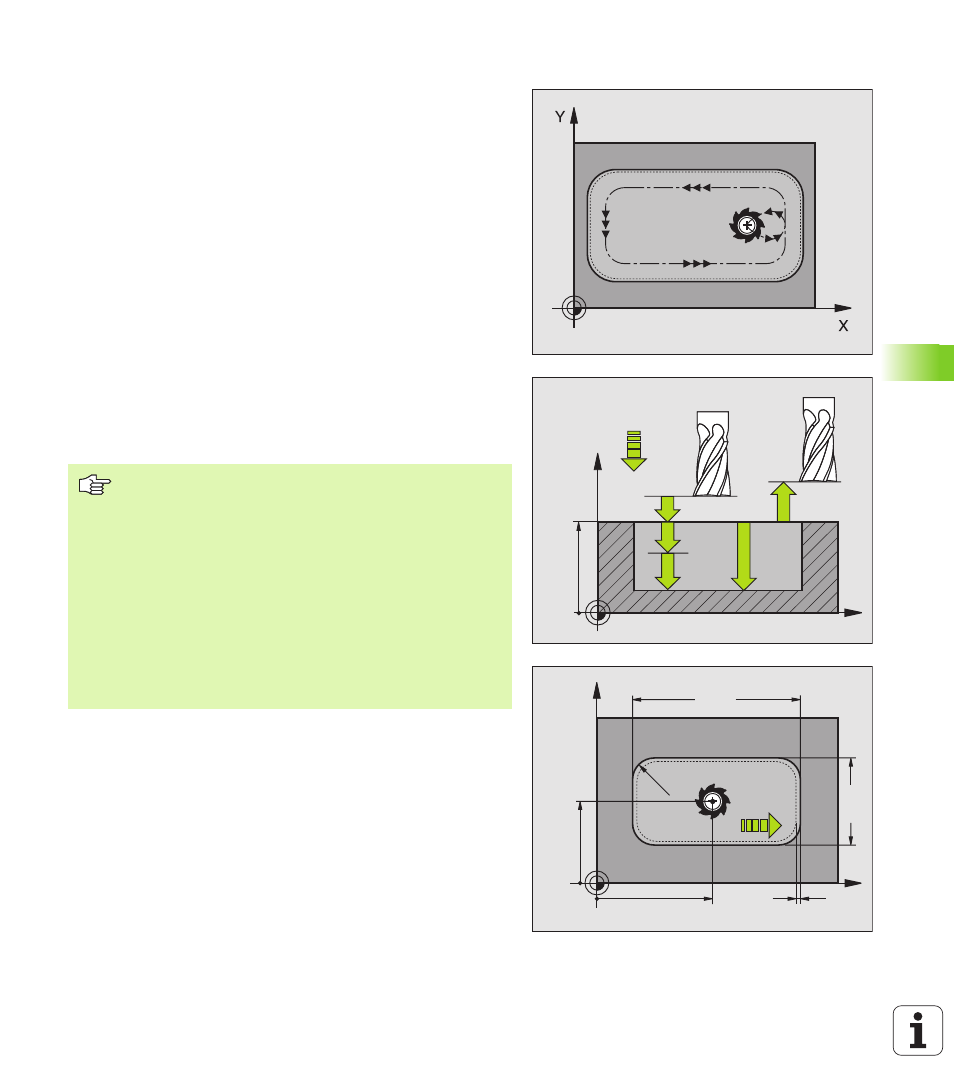
ЧИСТОВАЯ ОБРАБОТКА КАРМАНА (цикл 212)
1 УЧПУ перемещает инструмент автоматически по оси
шпинделя на безопасное расстояние или – если введено – на
2-ое безопасное расстояние и затем в центр цапфы
2 Из центра кармана инструмент перемещается на плоскости
обработки в точку старта обработки. УЧПУ учитывает для
расчётов точки старта припуск и радиус инструмента. В другом
случае УЧПУ врезает в центр кармана
3 Если инструмент находится на 2-ом безопасном расстоянии,
УЧПУ перемещается на ускоренном ходу FMAX на безопасное
расстояние и оттуда с подачей подвода на глубину на первую
глубину подвода
4 Затем инструмент перемещается тангенциально к готовой
части контура и фрезерует попутно виток
5 Потом инструмент перемещается назад тангенциально от
контура к точке старта на плоскости обработки
6 Эта операция (3 до 5) повторяется, пока будет достигнута
программированная глубина
7 В конце цикла УЧПУ перемещает инструмент на ускоренном
ходу на безопасное расстояние или – если введено – на 2-
ое безопасное расстояние и затем в центр кармана (конечное
положение = положение старта)
X
Z
Q200
Q201
Q206
Q202
Q203
Q204
X
Y
Q219
Q218
Q217
Q216
Q207
Q221
Q220
Обратите внимание перед программированием
УЧПУ предпозиционирует инструмент автоматически
по оси инструмнтов и на плоскости обработки.
Знак числа параметра цикла Глубина определяет
направление обработки. Если программируете Глубину
= 0, то УЧПУ не выполняет цикла.
Если хотите выполнить чистовую обработку в полном
материале, то используйте фрезу с режущим по
середине торцовым зубом (DIN/ДИН 844) и введите
небольшое значение подачи врезания на глубину.
Минимальная величина кармана: тройной радиус
инструмента